Portale "Ingegneria e Campanologia" - Autore - Sommario - Mappa del Sito - Home
![]() Archeologia fusoria
Archeologia fusoria
AREA II - ARCHIVIO STORICO (ARS)
Cap. ARS-C01 - Archeometallurgia - Pag. ARS-C01.05
Gli argomenti trattati sono stati inseriti da Ing. Arch. Michele Cuzzoni nel 2012 - © Copyright 2007- 2025- e sono desunti dalla documentazione indicata in Bibliografia a fondo pagina
Archeometallurgia del Ferro
INDICE:
Tabella 01:
Riassuntiva
Tutti i reperti relativi alle diverse operazioni
tecniche legate alla produzione devono essere considerati come indicatori di
attività di produzione.
Questi non sono una classe omogenea di oggetti
ma possono essere distinti fra loro in base alla loro funzione nella
sequenza operazionale della produzione e/o alla loro identificazione come
prodotti di scarto del ciclo produttivo stesso.
Elementi funzionali al processo di produzione, i
cui resti possono apparire nel record archeologico, sono le istallazioni
fisse, quali le fornaci, gli attrezzi e gli utensili di lavoro (tutti i
prodotti finiti), e la materia prima quale il minerale crudo.
Fra i prodotti di scarto ed
i residui del processo di produzione si devono annoverare scorie, materiali da
riciclare, prodotti mal riusciti, frammenti di parete di fornace più o meno
concotti, semilavorati, quali la bluma e/o suoi frammenti.
Ancora sono da menzionare gli indizi che si
possono riconoscere nella stratigrafia anche in assenza di indicatori di
produzione evidenti, quali quelli appena citati, come le tracce di continuata
esposizione al calore e resti di cenere e carboni.
Nel valutare tali evidenze, occorre, comunque,
sempre tenere presente che alcune modificazioni, anche evidenti, della
stratigrafia e degli oggetti ivi contenuti, possono essere dovute a cause
accidentali e non produttive: incendi impetuosi sono, infatti, in grado di
deformare metalli e prodotti ceramici e di produrre effetti di combustione
evidenti creando contesti archeologici di ambigua interpretazione.
Così, occorre innanzi tutto, distinguere fra i
prodotti di scarto ed i residui formatisi in maniera accidentale e dovuti ad
eventi non collegati alla produzione e quelli che, al contrario, sono il frutto
dell'intenzionale lavorazione dei metalli.
Fig. 01 -
Ricostruzione grafica delle fasi di realizzazione di una fornace Per
fornace si intende il luogo fisico nel quale il minerale
e/o il metallo viene processato attraverso l'uso del fuoco. Esistono diverse
tipologie di fornaci relativamente non solo alle loro caratteristiche
strutturali ma anche al loro ruolo nell'ambito del ciclo produttivo
metallurgico, ovvero queste possono essere distinte fra le fornaci di riduzione,
nelle quali dal minerale si arriva alla produzione del ferro metallico, ed i
fuochi di forgia/fucina, utilizzate per passare dal metallo amorfo all'oggetto
finito. L'indagine della struttura
delle fornaci ed i problemi connessi all'ottenimento di temperature
funzionali alla lavorazione dei diversi metalli sono altrettanti indici del
livello tecnologico, e dunque di civiltà, di un determinato gruppo umano. La termodinamica
rappresenta in questo caso uno strumento fondamentale per comprendere e
ricostruire le temperature ed il comportamento dei gas nelle fornaci e, quindi,
in ultima analisi il processo di riduzione.
Fig. 02 - Fornace di
Riduzione
Basso fuoco viene denominato
correntemente il tipo di fornace nella quale si pratica la riduzione. La suddetta
operazione può essere ottenuta tenendo conto dell'esistenza di alcune condizioni
tecniche obbligate, dovute alle proprietà fisico-chimiche della materia prima e
che devono, quindi essere sempre rispettate; ciò se da un lato, non crea una
grande diversità in tali strutture produttive nei diversi stadi del loro
sviluppo tecnico, dall'altro, legando strettamente il processo di produzione
alle specifiche circostanze locali (ad esempio al tipo di minerale, del
materiale di costruzione della fornace), genera tutta una serie di varianti
locali.
Fig. 03 e 04 - Resti
archeologici di fornaci di riduzione
Esiste, dunque, una vasta gamma di bassi fuochi e sono vari i
tentativi di classificazione tipologico - strutturale fatti per classificare
tali fornaci, elaborati sulla base dei resti archeologici.
Tuttavia, senza volere insistere sui dettagli di ogni singola tipologia, si
possono senza dubbio distinguere due grandi famiglie:
il basso fuoco a scoria colata, nel quale la scoria
defluendo all'esterno del forno si separa così dal metallo, e quelli in cui la
scoria defluisce in un apposito pozzetto posto sul fondo della stessa fornace,
lasciando nella parte superiore il materiale infusibile.
Il grado e la modalità di separazione della scoria dal metallo
sono uno parametro di valutazione essenziale del processo metallurgico e,
quindi, rappresentano un criterio tecnologico di primo piano ed utile per la
classificazione.
Nelle fornaci più "primitive", a pozzetto o a
fossa, o in quelle in cui il sistema di ventilazione è posto sul fondo della
fornace stessa, la separazione della scoria non può avvenire e, dunque, si
conglomera insieme al metallo in una sola massa.
Le fornaci più evolute, invece, prevedono o
un’apertura alla base del catino della fornace che permette l'evacuazione della
scoria in direzione orizzontale all'esterno della fornace (fornaci a scoria
colate) o una fossa nella quale la scoria si accumula in un pozzetto apposito
sotto il catino della fornace stessa (fornaci con pozzetto per le scorie).
Le scorie colate sono generalmente accompagnate da una certa
proporzione di scorie interne, ovvero di scorie che si creano all'interno della
fornace e che non scolano via a causa di un precoce raffreddamento avvenuto
all'interno del catino. Per quel concerne
le differenze di produttività fra i due diversi sistemi, questi sembrano
equivalenti. In entrambi i casi
occorre interrompere la produzione per procedere all'estrazione della bluma. In un basso fuoco
le temperature raggiunte sono comprese nell’ordine dei 1000/1300°C. In queste
condizioni il ferro rimane allo stato solido, anche se pastoso, ma il composto
di elementi che forma la ganga, fra cui ossidi di ferro, silicio, alluminio,
calcio diviene fusibile; è proprio questa mistura allo stato liquido e poi
raffreddandosi che forma la scoria.
Fig. 05 - Schema di
un fuoco di forgia e delle strutture annesse: La forgia può
essere costruita come una semplice fossa, con semplici protezioni perimetrali
atte a non disperdere il calore.
Tale struttura può
funzionare sia a livello del terreno sia ad un livello sopraelevato. Viene costruita con
diversi materiali, quali argilla, come isolante principale, pietra o metallo.
Le sue dimensioni
variano in funzione delle diverse operazioni che il fabbro vi si appresta a
condurre.
I fuochi di
forgia/fucina di solito si trovano al chiuso, all'ombra, o meglio in luoghi non
illuminati direttamente, in quanto è l'oscurità che facilita l'osservazione dei
diversi colori che il metallo assume nel corso della lavorazione e che sono
altrettanti indici per il fabbro dei differenti trattamenti termici ai quali il
metallo stesso può essere sottoposto.
Nelle fucine
preindustriali i mantici venivano piazzati lungo i lati del braciere così da
fornire una ventilazione orizzontale. Tali fornaci potevano essere utilizzate
tanto per la forgiatura quanto per la raffinazione della bluma.
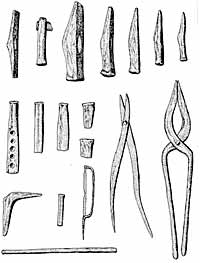
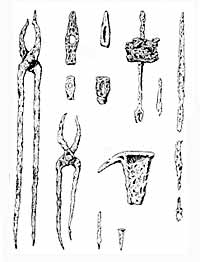
Fig. 06 a sinistra -
Strumenti da fabbro rinvenuti in Svezia. Fig. 07 a destra -
Attrezzi da fabbro rinvenuti nella tomba gepide di Mezoband in Transilvania
(Romania) VI sec d.C. In relazione alla
sopravvivenza nel record archeologico degli strumenti, quali pinze, tenaglie ed
incudini, è necessario tener conto dell'importanza di alcune variabili. Dal momento che gli
utensili erano di proprietà dei singoli artigiani erano questi stessi che
decidevano del futuro dei loro attrezzi.
Inoltre, dato che
lo stesso fabbro è l'artigiano che più di ogni altro produce da solo i propri
attrezzi o, perlomeno, le parti più importanti degli stessi questa rapporto di
proprietà doveva essere ancor maggiormente avvertito. Dunque, si può
ragionevolmente ritenere che gli attrezzi fabbricati con materiali resistenti
all'usura del tempo fossero di solito trasmessi da ogni singolo artigiano ai
propri eredi. Questi utensili,
dunque, tendono a restare a lungo nell'uso.
L'abbandono, ed il
conseguente ritrovamento archeologico, non è, dunque, così frequente. Gli
artigiani non erano affatto propensi a lasciare e, quindi, a perdere i propri
strumenti di lavoro. Solamente in seguito ad episodi violenti questi venivano
abbandonati: non a caso gli utensili integri vengono più facilmente ritrovati al
di sotto di strutture crollate improvvisamente o in ripostigli dove erano stati
riposti per poi essere in seguito recuperati. Una programmata cessazione
dell'attività produttiva, al contrario, non lascia rilevanti tracce, per quanto
attiene agli utensili, nell'evidenza archeologica.
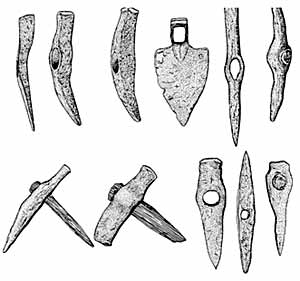
Fig. 08 - Attrezzi
da minatore di attribuzione romana o altomedievale Lo studio
archeologico degli strumenti da lavoro, inoltre, è ostacolato più di altri dalla
continuità tipologica, dal momento che sugli attrezzi il valore funzionale
prevale su quello estetico e dunque l’evoluzione delle forme, dettata
esclusivamente da aspetti di carattere funzionale, segue un processo molto
lento. Infine, sia il
valore simbolico che l’artigiano attribuisce all’attrezzo, sia, in alcuni casi,
le grandi dimensioni dei pezzi (si pensi ad esempio alle incudini, ai mazzuoli,
ai picconi), sia anche la stessa durata funzionale dell’oggetto, fanno sì che il
manufatto venga tenuto a lungo in vita tramite continui aggiustamenti e, una
volta irrimediabilmente rotto, venga riforgiato per il riutilizzo della materia
(materiale da riciclare) prima, ossia del ferro.
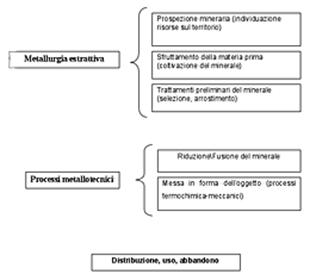
Tabella 02 -
Riassuntiva Le operazioni
tecniche legate a questo specifico ambito produttivo possono, in maniera assai
generale e schematica, distinguersi in due distinti momenti: i processi
metallurgici di estrazione, ovvero la fase legata alla cosidetta metallurgia
estrattiva, ed i metodi della metallotecnica, ossia i procedimenti legati alla
trasformazione del metallo amorfo in un oggetto funzionale e funzionante. Entrambe queste
fasi sono contraddistinte da catene operative specifiche e distinte, ma
accumunate dall'uso del fuoco, che lasciano altrettanto caratteristiche tracce
archeologiche nella stratigrafia. Le diverse
operazioni del ciclo produttivo dei metalli devono, tuttavia, essere
classificate secondo un ordine. A monte della
valutazione delle attività produttive deve, dunque, posizionarsi l'analisi della
situazione geomineralogica della regione in esame.
Vanno allora individuate non solo le potenzialità minerarie in
relazione alla topografia degli insediamenti ma, altresì, identificati i diversi
approcci allo sfruttamento minerario e, una volta individuate le miniere, queste
devono essere distinte fra loro tipologicamente; va anche precisato l'eventuale
uso di metallo nativo e la sua propria natura (ossidi, carbonati e solfuri). Egualmente, si
presenta la necessità di seriare e distinguere i diversi stadi della successiva
fase di trasformazione del minerale, ovvero la metallurgia vera e propria. Vengono, così,
distinte diverse azioni tecniche caratterizzate da differenti catene operative
e, quindi, da diverse tracce archeologiche: ricerca/prospezione, preparazione
(eliminazione della ganga o roccia sterile, selezione, pesta, lavaggio),
arrostimento e riduzione del minerale; ed infine, i procedimenti tecnici atti
alla rifinitura e produzione di un oggetto che risponda con la maggior
approssimazione possibile alla funzione per la quale è stato creato, e cioè:
messa in forma attraverso azioni termomeccaniche (quali forgiature a freddo e
caldo); torsione; trattamenti termochimici particolari (come ad esempio
ricottura, tempra, rinvenimento, cementazione); decorazioni meccaniche e
pirotecniche (quali, cesellatura e doratura); assemblaggio (rivettatura,
saldatura).
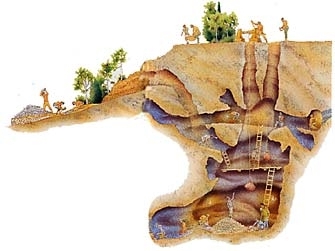
Fig. 09 -
Ricostruzione grafica della miniera medievale a solfuri misti di Rocca San
Silvestro (Campiglia M.ma - LI). Le vene metallifere di
ferro sono relativamente abbondanti e varie. Il loro valore economico
dipende dal tasso di concentrazione metallica al loro interno (minimo 20%,
medio 45%) ma anche dal tipo e dalla natura degli elementi che lo
accompagnano. Le tecniche di estrazione
metallurgica sono, dunque, subordinate in primo luogo alla tipologia del
giacimento di provenienza. La diversa composizione
dei minerali influisce in maniera considerevole sui processi metallurgici di
estrazione. Questo tipo di
condizionamento risulta essere una costante anche per la metallurgia
industriale; si legge infatti in un manuale di chimica ancora in uso ai
giorni nostri: "Si può dire che ogni tipo di giacimento, per le sue
caratteristiche particolari, richiede un particolare trattamento
metallurgico, per cui in pratica ogni impianto lavora con caratteristiche
sue proprie, in relazione al minerale trattato".
Questa semplice osservazione assume un significato
particolarmente importante per la interpretazione delle evidenze
archeometallurgiche dal momento che l'intera catena operativa della produzione
metallurgica era per lo più basata sulla conoscenza empirica. Ci sono poi numerosi altri
parametri che condizionano, in vario modo, processi necessari alla produzione di
un metallo e che pertanto vanno debitamente considerati nel corso della
ricostruzione storico-tecnologica (vedi anche il problema della datazione delle
emergenze minerarie).
Si tratta dei metodi utilizzati per l'estrazione e
l'arricchimento del minerale (una buona purificazione ed un buon arricchimento
del minerale riducono notevolmente i problemi legati alla fusione/riduzione),
della disponibilità locale di combustibile (talora il carbone diveniva più
prezioso dello stesso minerale) e delle qualità richieste al prodotto finale
(nel caso del piombo argentifero, ad esempio, la qualità del piombo era
subordinata al recupero di tutto l'argento in esso contenuto; a temperature più
basse si otteneva infatti un piombo più malleabile, ma si perdeva una notevole
quantità di metallo nelle scorie). Accanto a questi esistono,
inoltre, tutta una serie di fattori che dipendono dai sistemi socio-economici e
politici e che costituiscono pertanto la complessità del contesto storico delle
varie produzioni. Tutte queste variabili hanno
condotto, dunque, a sviluppi indipendenti dei processi di estrazione
metallurgica, con caratteristiche peculiari ed adeguate al distretto locale.
In uno studio di archeometallurgia sarà, perciò, necessario, da
un punto di vista metodologico, tenere conto delle diverse realtà locali, sia
per quanto riguarda gli aspetti giacimentologici e mineralogici, sia da un punto
di vista della storia economica di un dato territorio. Per uno studio globale del
lavoro minerario di un filone è necessario distinguere se si tratti di miniere a
cielo aperto o di quelle in galleria e, qualora si tratti di coltivazione
sotterranea, individuare e documentare anzitutto le vestigia superficiali. La distribuzione dei lavori in
superficie può, infatti, riflettere la geometria sotterranea o l'orientamento
del filone. La distribuzione sul terreno e l'importanza di certi resti ci danno
informazioni circa la produttività del filone e l'organizzazione dello
sfruttamento. Ad esempio una molteplicità di piccoli lavori potrebbe attestare
tanto una parcellizzazione delle concessioni (che caratterizza l'inizio dello
sfruttamento di un nuovo filone), quanto l'affioramento in superficie della vena
mineralizzata, o ancora una febbrile e vana ricerca di un filone considerato
molto ricco. Al contrario, un numero
limitato di lavori importanti, potrebbe indicare sia un monopolio delle
concessioni oppure l'assenza di minerale vicino alla superficie e, quindi, la
necessità di coltivazioni più profonde.
Si consideri poi che in età preindustriale si trovano spesso,
all'imbocco della miniera, i resti delle prime fasi di lavorazione meccanica del
minerale (selezione, lavaggio e pesta).
L'esame di tali discariche consente molte osservazioni sulla
natura dei materiali estratti e sulle proporzioni del lavoro effettuato sul
filone, permettendo, ad esempio, una prima stima della profondità della miniera
e delle proporzioni del lavoro effettuato sul filone (grazie alla valutazione
del rapporto fra minerale e roccia sterile). Inoltre, queste discariche
consentono anche di ricostruire le grandi tappe della storia di una miniera,
dalle ricerche/prospezioni del filone nella roccia sterile, fino alla scoperta
di una zona produttiva. Dallo studio dei resti
sotterranei, suddivisibili genericamente in gallerie di approccio (gallerie
realizzate nella roccia sterile per raggiungere il filone) e zone di
coltivazione (scavi e gallerie realizzati per lo sfruttamento del filone stesso)
è possibile trarre tutta un'altra serie di informazioni, prevalentemente
riguardanti la dinamica dei procedimenti di estrazione legati alla
individuazione ed analisi delle tracce e striature dei diversi attrezzi
utilizzati, del tipo di sezione o pianta delle gallerie, della presenza di
canalette, delle tracce.
Fig. 10 - Schema
delle modifiche microstrutturali di un metallo (appartenente al sistema
cubico a facce centrate, esagonale o ottaedrico) sottoposto a trattamenti
meccanici e termici. Sotto questa categoria
rientrano le catene operazionali che portano alla produzione vera e propria
del metallo (riduzione del minerale) e alla sua messa in forma (forgiatura)
grazie all'uso dell'energia termica fornita dal fuoco e dei processi
meccanici messi in atto dall’artigiano.
Nell'antichità e per tutto il
Medioevo, fino almeno al XIV secolo, la produzione di ferro attraverso il
processo diretto richiedeva una serie di lunghe e complesse operazioni prima di
poter ottenere un prodotto finito rispondente ai criteri della funzionalità. In primo luogo erano
necessarie alcune operazioni successive all'estrazione e preliminari alla
lavorazione vera e propria del minerale, quali pesta e lavaggio, arrostimento,
preparazione del combustibile.
Il ferro, inoltre, presenta
maggiori difficoltà di lavorazione rispetto agli altri metalli in quanto
richiede un'alta temperatura di fusione per risultare puro.
Questo rappresentò uno dei maggiori ostacoli nell'antichità e nel
Medioevo, data l'impossibilità di raggiungere una temperatura sufficiente per la
fusione (1.536°C) e di ottenere un metallo completamente puro. Il cosiddetto antichissimo
metodo diretto, utilizzato fin oltre il Medioevo in Europa e tradizionalmente
usato in Africa fino agli anni '60, permetteva di ottenere, senza giungere alla
fusione e per riduzione degli ossidi, soltanto una massa
spugnosa del metallo, o bluma, che doveva essere sottoposta ad
un'ulteriore lavorazione prima che si potesse ottenere il ferro solido. Questo procedimento, data
l'imperfetta riduzione, comportava che nelle scorie fosse ancora presente un
altissimo contenuto di ferro, che poteva superare anche il 40%. Per un radicale mutamento
della qualità del ferro bisognerà attendere l'età moderna, quando lo sviluppo
degli altiforni, una maggiore ventilazione, e l'utilizzo del carbon fossile
renderà possibile la produzione di gettate di ferro, grazie al raggiungimento di
temperature assai elevate. La temperatura ottenuta nelle
fornaci utilizzate con questo metodo, dette bassi fuochi, non era sufficiente
per la fusione del ferro, ma soltanto a provocare la formazione di grani di
ferro che gradualmente si coagulavano in una massa spugnosa. Le scorie liquide, costituite
per la maggior parte da silice e ossidi non ridotti, colavano nel fondo della
fornace o all'esterno di essa, lasciando nella parte superiore del forno, il
materiale infusibile.
La massa spugnosa o bluma, così ottenuta era, tuttavia, ancora
mista a scorie fluide; per questa ragione, una volta estratta la bluma dal forno
(dall'alto nelle fornaci meno evolute e dal basso in quelle più efficienti),
essa doveva essere ancora a lungo lavorata (processo di raffinazione della
bluma).
Fig. 11 - Scoria di
raffinazione a forma di calotta Quest'operazione di
raffinamento durava, ed era ripetuta, tanto quanto era necessario per ottenere
il metallo il più puro possibile. La fusione della ganga o roccia sterile si
verificava, al contrario, a basse temperature e senza fondenti. Questo processo diretto di
riduzione del minerale non consentiva una elevata produzione di ferro che,
oltretutto, aveva uno scarso tenore di carbonio. Il ferro così prodotto (anche
dopo il processo di raffinazione della bluma), infatti, è dolce, resistente ma
privo della durezza necessaria per fabbricare armi ed utensili. Inoltre, le qualità di questo
metallo sono tutt'altro che omogenee, dal momento che sono legate sia al tipo
del minerale di ferro trattato in vista dell'ottenimento del lingotto, sia alle
abilità tecniche dei singoli artefici. Per cui anche la messa in
forma dell'oggetto richiede un ulteriore processo, ovvero la forgiatura,
l'applicazione dei procedimenti termochimici e termomeccanici atti a fornire al
prodotto finito i requisiti funzionali e meccanici richiesti.
Fig. 14 - Ricostruzione
grafica di un maglio azionato da energia idraulica Il passaggio al metodo
indiretto fu stimolato dal migliore rendimento rispetto al metodo precedente e
favorito dalla diffusione generalizzata delle macchine idrauliche applicate alla
metallurgia. Gli artigiani lavoravano con
fornaci sempre più grandi che raggiungevano temperature sempre più elevate
grazie anche ad una migliore ventilazione. Già nel XII secolo appaiono,
infatti, i primi altiforni in grado di produrre gettate di ferro fuso, la ghisa.
Tuttavia, tale produzione non si diffonde in modo generale fino al XVI secolo
quando diviene il procedimento più comune. Si pensi, ad esempio, a come
l'aumentata richiesta di ferro, nei secoli centrali del medioevo, abbia
stimolato per la Toscana la ricerca di una tecnica capace di aumentare la
produzione; tale tecnica verrà di lì a poco importata dall'area alpina con la
quale esistevano già contatti commerciali per i prodotti ferrosi. Sembra, infatti, che proprio
nelle Alpi sia da localizzare l'epicentro dell'innovazione dell'utilizzo
dell'energia idraulica che ha, con il tempo, permesso di passare dal metodo
diretto al metodo indiretto di produzione del ferro.


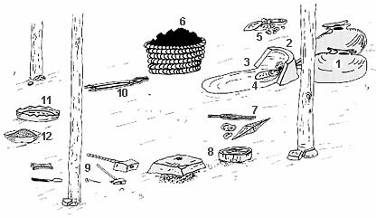
1. Mantici; 2. Muretto di protezione; 3. Fuoco di forgia; 4. Scorie in forma
di calotta in posto; 5. Deposito di scorie; 6. Riserva di carbone; 7. Pezzi
di metallo; 8. Incudine in pietra base in legno e scarti di battitura; 9.
Oggetti: martello, tranciante, punteruolo, lima, pietra per arrotare; 10.
Pinze; 11. Vaso rotto reimpiegato come vascetta per la tempra; 12. Riserva
di sabbia


Portale "Ingegneria e
Campanologia" -
Autore -
Sommario
- Mappa del Sito -
Home
Bib-ST-000 - Testo di Ing. Arch. Michele Cuzzoni
Bib-ST-019 - Tratto da una monografia di M. Composta.
Bib-ST-020 - B. Rothenberg, The Ancient Metallurgy of Copper, Institute for Archaeo-Metallurgical Studies, Institute of Archaeology, University College London, London, Vol. 2, 1990.
Bib-ST-021 - D. A. Scott, Metallography and Microstructure of Ancient and Historic Metals, Getty Conservation Institute, The J. Paul Getty Museum, 2002 ISBN 0-89236-638-9.
Bib-ST-022 - W.H. Dennis, Metallurgy of the Non-Ferrous Metals, Sir Isaac Pitman & Sons Ltd,London1961.
Bib-ST-023 - S.U. Wisseman and W.S. WILLIMAS, Ancient Technologies and Archaeological Materials, Gordon and Breach Publishers, ISBN 2-88124-631-1.
Bib-ST-024 - L. Addicks, Silver in Industry, einhold Publishing Co. 1940.
Bib-ST-025 - C.L. Mantell, Tin its mining, production, Technology and applications, American Chemical Society, Monograph Series, New York 1949.
Bib-ST-026 - G.M. Ingo, S. Mazzoni, G. Bultrini, S. Fontana, G. Padeletti, G. Chiozzini, L. Scoppio “Small-area XPS and XAES study of the iron ore smelting process”, Surface and InterfaceAnalysis, 22 (1994) 614.
Bib-ST-027 - G.M. Ingo et al.”La pirometallurgia”, "Progetto Tharros", Consiglio Nazionale delle Ricerche, Roma 1997, 29.
Bib-ST-028 - Giumlia-Mair A., 2000, Argento e leghe “argentee” nell’antichità, 7° Convegno “Le Scienze della Terra e l’Archeometria”, Boll.Accademia Gioenia di Scienze Naturali 33, 357, 295-314.
Bib-ST-029 - R. F .Tylecote., 1976, A History of Metallurgy, London.