Portale "Ingegneria e Campanologia" - Autore - Sommario - Mappa del Sito - Home
![]() Metodologie di restauro: le saldature
Metodologie di restauro: le saldature
AREA I - ARTE TECNICO-SCIENTIFICA (ATS)
Cap. ATS-P02 - Saldature - Pag. ATS-P02.02
Gli argomenti trattati sono stati inseriti da Ing. Arch. Michele Cuzzoni nel 2012 - © Copyright 2007- 2025- e sono desunti dalla documentazione indicata in Bibliografia a fondo pagina
Storia, Teoria, Macchine per Saldatura
La saldatura a fuoco e la saldatura tenera con stagno, sono i due processi di
giunzione più antichi. Le loro origini sono incerte, ma alcune scoperte archeologiche
in Egitto, in Grecia ed in Asia, hanno portato delle testimonianze d’utilizzazione di questi processi. In effetti alcuni reperti come vasi metallici saldati a stagno,
sono stati ritrovati fra le rovine troiane e sono stati datati come effettuati nel 12° secolo
a. C., mentre si è potuto
riscontrare che la saldatura con forgia, o
saldatura con metallo allo stato
plastico, era già utilizzata in Grecia circa 3.000 anni fa ed utilizzata per la fabbricazione di armi, utensili ed
articoli per cucinare. Queste tecniche furono in seguito migliorate e, in pratica,
furono le sole utilizzate fino alla fine del XIX secolo in quanto, solo a quell'epoca si scoprirono e si
applicarono i grandi metodi di utilizzazione. Fu, infatti, nel 1877, durante lo svolgimento di un esperimento
fatto davanti al Suo uditorio, che il prof. Elia Thomson, dell'Istituto Franklin, scoperse fortuitamente la Saldatura elettrica per resistenza. Brevemente, il professore stava caricando dei condensatori con
una bobina d’induzione a due avvolgimenti, alimentata da una batteria. La batteria era collegata alle estremità dell'avvolgimento
primario mediante un "ruttore", mentre i condensatori erano collegati ai capi dell'avvolgimento
secondario che era formato da un nucleo di spire maggiore del primario con filo di diametro più sottile. In concreto i condensatori erano alimentati da una scarica ad
alta tensione. Nel corso dell'esperimento, il prof. Thomson, ritenne
interessante procedere all'esperimento inverso. A tale scopo, collegò i condensatori, già caricati, alle
estremità della bobina secondaria formata da filo sottile, mentre l'avvolgimento primario, formato da filo di
sezione maggiore, aveva le proprie estremità in contatto fra loro. La scarica di corrente nel circuito secondario diede luogo ad
una corrente indotta sul primario. La corrente elettrica creatasi nel circuito primario chiuso provocò la
fusione delle estremità in contatto, saldandole fra loro. Si era quindi scoperto un nuovo metodo di assemblaggio: La
resistenza ohmica formata da un contatto di due parti metalliche attraversate da una corrente elettrica, può
dar luogo, in certe condizioni, alla creazione, (per effetto Joule), di calorie
sufficienti a portare i due metalli ad una temperatura di fusione. Fu solo, però, nel 1885, che il professore riprese i suoi
esperimenti sulla saldatura a resistenza allo scopo di verificarne gli effetti pratici, ed a quell'epoca perfezionò
il metodo e prese il brevetto. Era il 10.Agosto 1886. La Saldatura elettrica per Resistenza era nata! Tuttavia quest’invenzione, che doveva, 40 anni più tardi,
modificare completamente il mondo dell'Industria della lavorazione dei metalli, passò, a quell'epoca,
praticamente inosservata. Era arrivata troppo presto a disposizione di un'industria non
ancora pronta a comprenderla. In effetti, la Saldatura elettrica per Resistenza, esige
l'impiego di potenze elettriche importanti in Corrente Alternata ed a quell'epoca, la maggior
parte delle installazioni esistenti erano basate sulla Corrente Continua. Non possiamo, tuttavia, dimenticarne la prima utilizzazione
(fine 1889) di questo processo che avvenne in una fabbrica d’utensili da cucina e precisamente per la
saldatura dei becchi, manici e maniglie sui corpi dei recipienti. Verso il 1915, la costruzione delle carrozzerie di automobili in
lamiera di acciaio, offrì un nuovo campo di applicazione molto importante, il che spinse i primi costruttori
a ricerche più approfondite per migliorare tecnicamente la costruzione delle puntatrici. Nel contempo la creazione di nuove centrali elettriche,
unitamente ai nuovi metodi di distribuzione dell'energia elettrica in corrente alternata, resero possibile
l'estensione delle applicazioni di questa tecnologia, per cui, verso il 1925 - 1930 la Saldatura elettrica
per Resistenza prese quello sviluppo irresistibile che in meno di 25 anni ne fece uno dei migliori
processi di assemblaggio di metalli. Durante la II Guerra Mondiale l'industria americana pressata dal
bisogno di produzioni di massa, fece un larghissimo uso del metodo, scoprendo, nel contempo, nuove e
sempre più interessanti applicazioni. Le innovazioni tecnologiche di questi ultimi anni, soprattutto
nel campo dell'elettronica di comando hanno reso ancor più utilizzabile questo processo fino a renderlo
praticamente il solo utilizzato in certe fabbricazioni e questo dovuto anche al fatto che le predette
innovazioni lo hanno reso sempre più affidabile e necessario per il raggiungimento della Qualità Totale.
|
|
Dove:
Q = Numero di calorie J = Equivalente meccanico della caloria R = Resistenza (Ohm) I = Intensità (Ampere) T = Tempo (Periodi o millisecondi) |
Per fare 1 caloria sono necessari 4,18 Joule per cui la formula diventa:
In pratica: Q = 0,24 x RI2 t Nell'utilizzare questa formula si devono specificare: Q = Calorie necessarie per ottenere la fusione dei due o più
metalli che formeranno il giunto R = Resistenza elettrica complessiva del giunto I = Intensità di corrente che si ritiene utile utilizzare t = tempo di passaggio della Intensità Al fine di utilizzare al meglio la formula, suindicata, è
necessario prendere in considerazione i vari componenti della stessa. Primo fattore o parametro
importante è : Per R si intende la sommatoria delle resistenze elettrica che
presenta il giunto. Come si può, infatti, osservare sulla schematizzazione della
fig. 1 la “ R “ della formula si compone di Re - Rt. - Rc - R't - R'e: che sono dei valori resistenziali elementari.
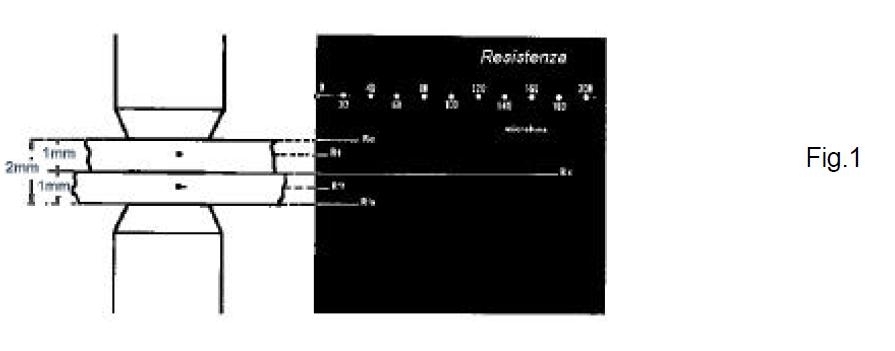
Dal grafico dei valori, anche se gli stessi sono puramente indicativi, si può
notare che il punto dove si misura una maggior resistenza si trova nella zona di contatto
fra i 2 materiali e di conseguenza, sarà il punto che apporterà un maggior valore per la creazione delle
calorie. Brevemente, se ne veda il perché: Re ed R'e sono valori di resistenza di contatto fra la punta in
rame (buon conduttore) ed il metallo da saldare (discreto conduttore) ed il loro valore si modifica in
modo relativo con la pressione . Rt. e R't sono valori della resistenza propria ed intrinseca del
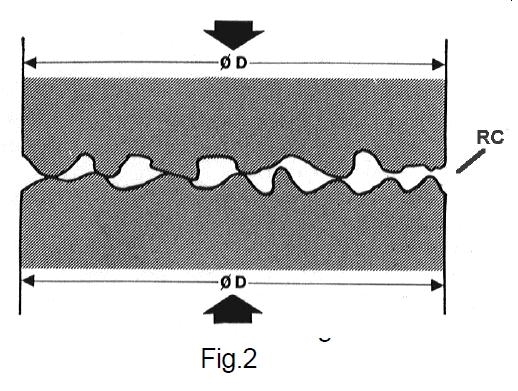
metallo da saldare ed il loro valore varia solo con il variare dello spessore dello stesso. Rc è il valore più alto in quanto si forma con la somma della
resistenza del metallo più la resistenza delle superfici, che, se ingrandite (fig.2) presentano un contatto
molto limitato e quindi una sezione di passaggio corrente molto ridotta con la conseguenza di creare un'alta resistenza.
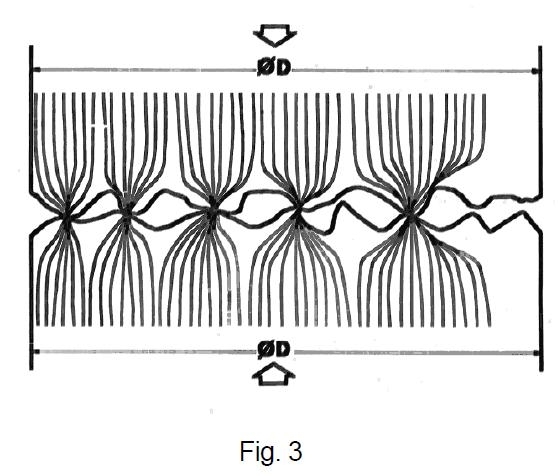
L’Intensità (I) verrà fornita da un trasformatore di
saldatura e questo parametro interverrà nel calcolo al quadrato,
motivo per cui più Ampere il trasformatore potrà dare e far passare
nei punti con la resistenza più alta (fig.3) e più rapidamente si formeranno le
calorie delle quali si ha bisogno
Il tempo ( t ) sarà, in pratica, la durata del passaggio della
Intensità di corrente e, questo tempo, è normalmente espresso in Cicli o periodi (Cy), che equivalgono nella corrente
alternata a 50 Hz. ad 1/50 di secondo pari a 20 millisecondi (mS).
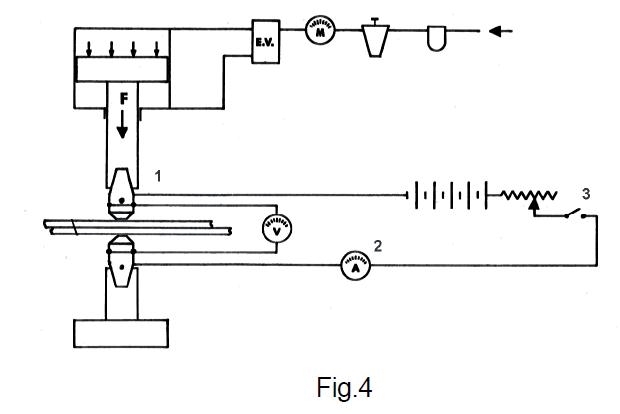
Esaminati brevemente i parametri di saldatura, si può, ora, posizionare
il complessivo da saldare, formato dalle due lamiere , fra Un sistema di pressione (
Parametro R = resistenza) Un trasformatore (Parametro
I = intensità) Un sistema di
temporizzazione (Parametro t = tempo) Si simula così una “saldatrice elettrica a resistenza a punti” meglio nota
come una Puntatrice. (fig4)
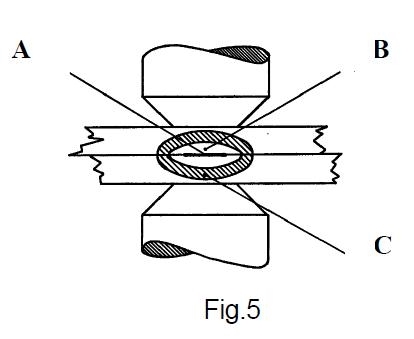
Se i parametri valorizzati ed impostati per l'esperimento saranno risultati
esatti, ci si ritroverà con un punto di saldatura che si chiama “nocciolo
di saldatura teorico” (fig.5) che presenterà, all’esame visivo, tre zone ben distinte:
1. ZONA D’INIZIO FUSIONE (A) 2. ZONA DI FUSIONE COMPLETA CON GRANI ORIENTATI E COMPATTI (B) o
nocciolo di saldatura 3. ZONA DI RISCALDAMENTO LAMIERA o meglio PARETE DI CONTENZIONE
della FUSIONE
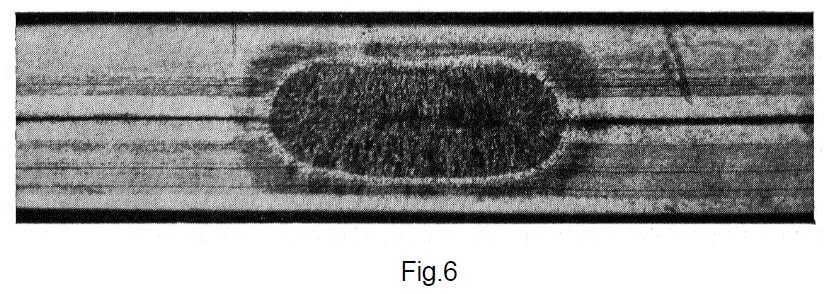
NOCCIOLO DI SALDATURA REALE
(Macrografia- fig.6)
Concludendo, si può dare la definizione classica della
Saldatura Elettrica per Resistenza E' UNA SALDATURA AUTOGENA, ESEGUITA SOTTO PRESSIONE, SENZA APPORTO DI MATERIALI, CHE UTILIZZA IL CALORE CREATO DA UNA
CORRENTE ELETTRICA PASSANTE ATTRAVERSO I MATERIALI DA CONGIUNGERE.
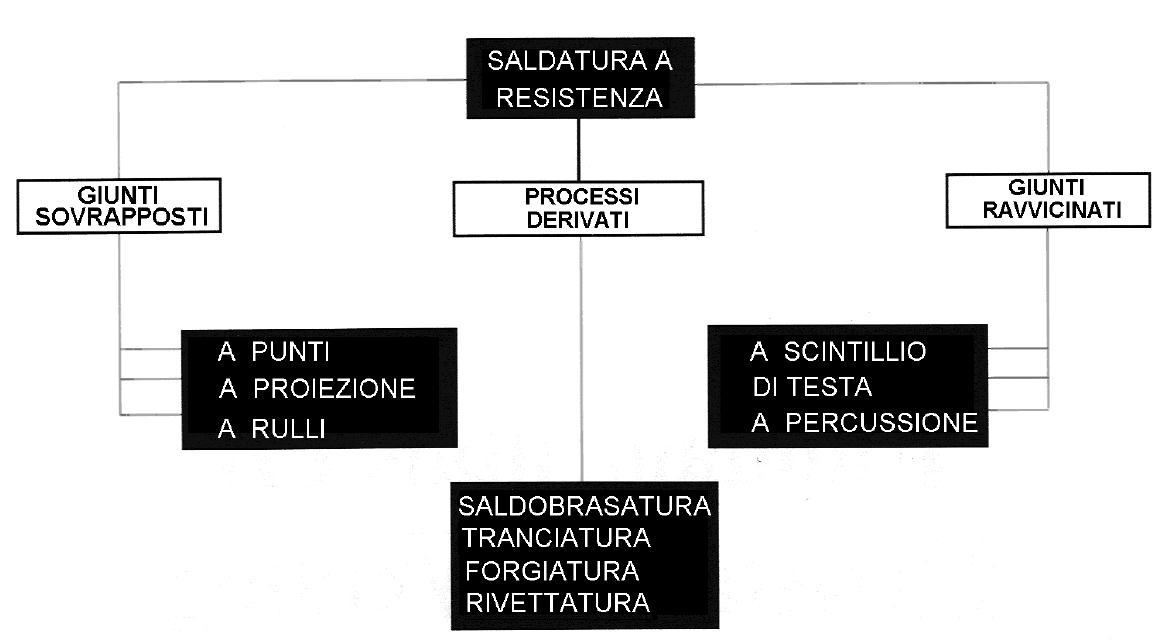
La classificazione dei vari processi legati alla Saldatura Elettrica a
Resistenza prende in considerazione : 1. CONFIGURAZIONE DEL GIUNTO 2. TIPOLOGIA DELLA SALDATURA 3. PROCESSO MECCANICO UTILIZZATO PER L’AVVICINAMENTO DEI PEZZI Dalle differenti combinazioni delle caratteristiche scelte, se
ne è tratta una suddivisione di tecniche che si riassume nello schema sottostante.
Nella saldatura a Resistenza intervengono almeno
10 VARIABILI IMPORTANTI: 1. CORRENTE 2. PRESSIONE 3. TEMPO 4. ELEMENTO UMANO 5/ 6 TIPOLOGIA E CONDIZIONI DELLA MACCHINA UTILIZZATA 7 CONDIZIONI DELLE ATTREZZATURA ED ELETTRODI 8 CONDIZIONI DEL MATERIALE DA SALDARE 9 LUNGHEZZA DEL CIRCUITO SECONDARIO 10 AMPIEZZA DEL CIRCUITO SECONDARIO
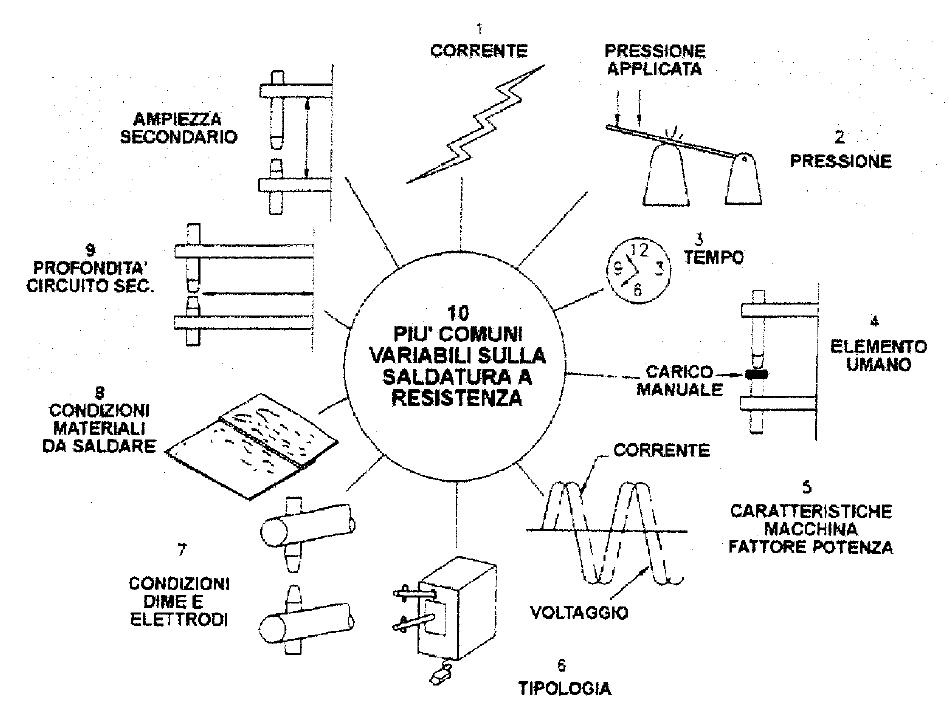
Fig. 7 - Immagine tratta dal
manuale "CENTERLINE WELD SCHOOL"
Nella Fig.7, sono raggruppate le variabili che intervengono durante le varie
fasi della saldatura e che hanno il potere di creare notevoli differenze sui risultati
finali. Le dieci variabili saranno, qui di seguito, esaminate e commentate brevemente.
Per coloro non particolarmente introdotti nel campo elettrico
si richiamano, sia pur brevemente, e si chiarisce la terminologia di base maggiormente utilizzata
studiando la saldatura a resistenza e, nel frattempo, paragonare alcuni fenomeni elettrici ad altrettanti
fenomeni idraulici, ritenuti maggiormente comprensibili dato che essi sono chiaramente visibili.
In idraulica si intende la “pressione” con cui il liquido è
trasportato
In idraulica si intende il “volume “o meglio la “quantità” di
liquido trasportato
In idraulica si intende la “portata” di una canalizzazione.
La corrente elettrica che le Aziende hanno a disposizione è
praticamente quella che viene fornita dalle Aziende elettriche produttrici o distributrici ed è una corrente
alta di voltaggio, per facilitarne la distribuzione, ( 220 - 380 - 500 V) e relativamente bassa di
amperaggio (100 – 200 - 1000 A). Riprendendo in considerazione la formula di base: C = 0,24 x I2 x t x R si vede che la “corrente” che si dovrebbe utilizzare, anche se
gioca al quadrato, deve essere senz’altro di intensità maggiore di quanto viene fornita, motivo per il
quale, si deve assolutamente trasformarla a mezzo di un trasformatore “di saldatura” che fornisca una più
sostanziosa quantità di A. con i V. strettamente necessari al trasporto sulla zona di utilizzo (fig.8).
VOLTAGGIO (V)
Differenza di potenziale rispetto a terra
AMPERAGGIO (A)
Intensità di corrente
POTENZA RELATIVA (VA)
E’ il prodotto dei Volt x Ampere e se x 1000 = KVA
POTENZA REALE (w)
E’ il prodotto della potenza relativa per il rendimento del circuito (Cos.
φ) e se x 1000 = KW
Cos. φ
E’ lo sfasamento cioè il ritardo fra le sinusoidi dei Volt e degli Ampere
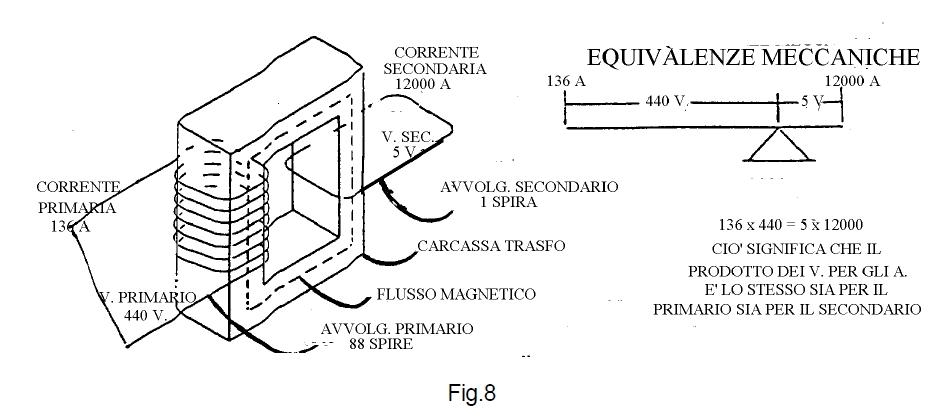
| VOLTAGGIO PRIMARIO | SPIRE PRIMARIO | 380 V | 88 | |||
|
|
= |
|
= |
|
= |
|
| VOLTAGGIO SECOND | SPIRE SECOND | 4,3 | 1 | |||
| CORRENTE PRIMARIO | ASSORBIM. PRIM | 136 A | 1 | |||
|
|
= |
|
= |
|
= |
|
| CORRENTE SECOND. | RESA SECOND. | 12000 A | 88 | |||
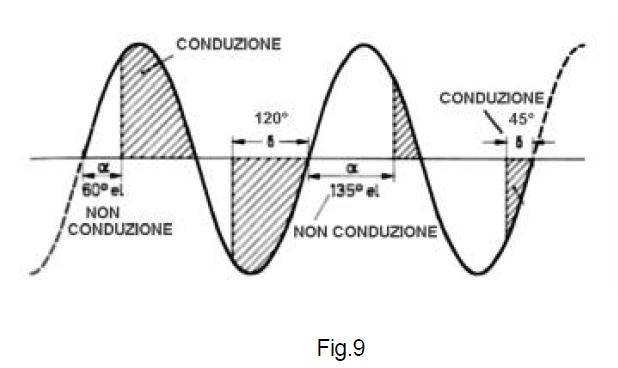
Il trasformatore di saldatura fornirà la corrente necessaria per le
operazioni che si vogliono eseguire ed, a sua volta, il controllo di saldatura permetterà il dosaggio
della stessa. Il controllo effettuerà questa regolazione operando sul ritardo
(sfasamento) fra le due sinusoidi, quella dei volt e quella degli ampere, modificando l’angolo di conduzione dei Thiristors
di potenza.(fig. 9)
Una precisazione assolutamente da tenere, sempre, presente è che dal
trasformatore si ottengono dei valori di corrente sempre proporzionali al valore della corrente
immessa, e che su questi valori è possibile tollerare soltanto delle piccolissime variazioni se si vuole
mantenere costante il risultato della saldatura. Resta, quindi, ovvio che se durante la lavorazione intervengono
della cadute di tensione, le stesse sono ritrovate amplificate sul circuito secondario poiché durante la
formazione delle calorie l’intensità lavora al quadrato. Queste cadute provocheranno quindi delle saldature con
poca fusione e quindi poca resistenza. La stessa considerazione deve essere fatta nel caso si
verificassero dei picchi di tensione, ed, in questo caso, si otterranno delle saldature troppo calde e bruciate. Semplicemente si ricorda che la resistenza è in pratica la
difficoltà che la corrente trova nel
passare attraverso un corpo La resistenza varia quindi con il variare delle caratteristiche
di conducibilità del materiale trattato, ad esempio tutti sanno che il rame ha
minor resistenza del ferro. Richiamando le leggi sulla resistenza sideve precisare
che: La resistenza di un corpo è inversamente proporzionale alla
sezione attraversata ed alla temperatura del corpo in oggetto. La resistenza di un corpo è direttamente proporzionale alla sua
lunghezza. Quindi: In un conduttore, maggiore
sarà la sezione, minore sarà la resistenza. In un conduttore, maggiore
sarà la lunghezza, maggiore sarà la resistenza. Poiché la pressione applicata sul giunto da saldare può variare
notevolmente la sezione di passaggio, si può affermare che al variare della forza applicata, la resistenza del giunto
varierà.
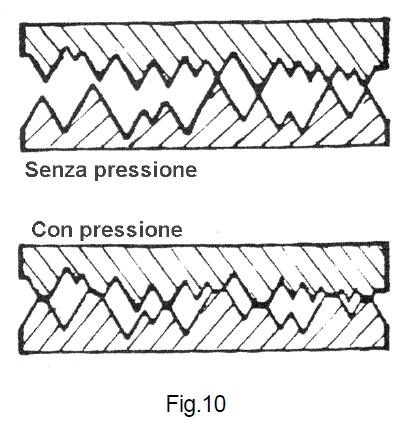
Nella Fig.10 viene evidenziato il fenomeno più in alto descritto. Aumentando la pressione si mettono in contatto più punti e di
conseguenza, viene aumentata la sezione riducendo la resistenza. Più pressione verrà applicata, minore
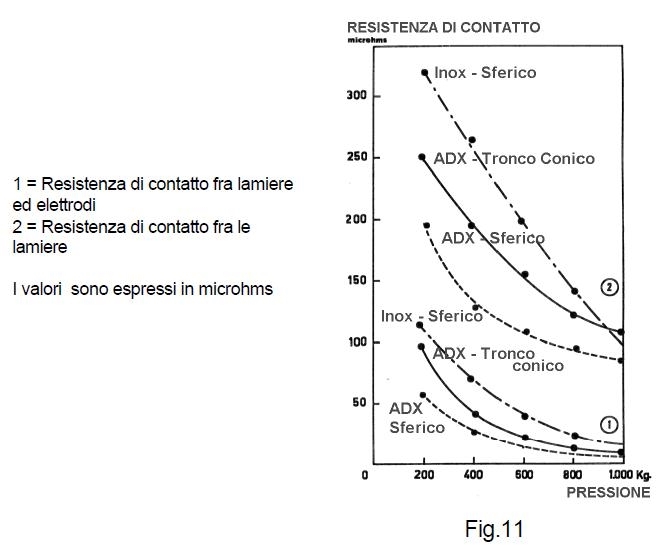
sarà la resistenza. La superficie stessa delle punte che mettono in aderenza le
lamiere può variare la resistenza di contatto. Una punta a profilo sferico ha maggior superficie di contatto di
una punta a profilo troncoconico, e quindi più forza applicata e di conseguenza minor resistenza di
contatto fra le lamiere, che è in pratica la resistenza che interviene nella formazione delle calorie (fig. 11)
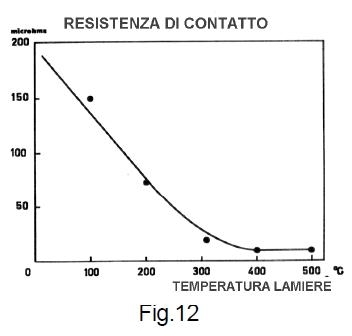
L’aumento di temperatura riduce la resistenza L’influenza della temperatura sulla resistenza di contatto dei
due metalli, dipende essenzialmente dalla natura dei metalli ma, in generale, e nel caso dell’acciaio
dolce, un aumento anche se moderato della temperatura provoca una diminuzione molto sensibile del valore della
resistenza di contatto (fig.12).
Questa diminuzione della resistenza è dovuta al miglioramento della superficie
di contatto provocato dal rammollimento delle asperità di superficie sotto l’effetto della
temperatura. Nella saldatura a punti questa riduzione della resistenza è di
scarsa influenza nella riuscita del punto. Nel caso della saldatura a rulli questa diminuzione potrà, invece,
avere ripercussioni importanti sul risultato finale. Se la pressione ha una notevole influenza sulla resistenza, è
bene rilevare un’altra funzione, sempre legata alla pressione applicata sugli elettrodi, che
assolutamente non deve essere trascurata. Si è sostenuto che il punto al centro del giunto (fra le due
lamiere) è il punto da dove parte la formazione del calore e quindi, dopo un certo tempo, sarà il punto dove la
temperatura raggiunge il massimo valore. E, di conseguenza, il punto in cui il metallo passa dallo stato
“solido “ allo stato “solido/liquido”, con molecole tendenti a lanciarsi verso l’esterno. La pressione degli elettrodi, sul punto in fusione, funzionerà
quindi da “crogiolo” di saldatura e tratterrà il materiale fuso impedendone la fuoriuscita. Una pressione scarsa od insufficiente produrrà, quindi,
proiezioni di materiale incandescente o soffiature nell’interno del punto (cricche) che riducono la solidità del
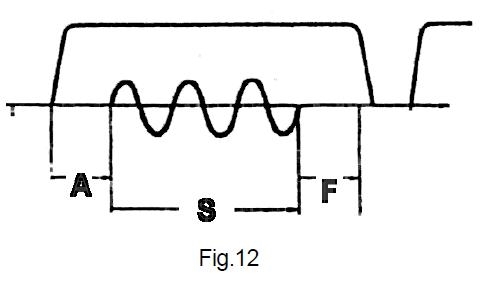
giunto. Nella legge di Joule il tempo (t) sta ad indicare il periodo di
passaggio della corrente di saldatura. Naturalmente, secondo la conformazione dei materiali da saldare,
si utilizzano dei tempi di saldatura particolari che sono comunemente chiamati “Sequenze”:
i tempi base da considerare (fig. 12) sono: Accostaggio: Tempo
necessario per la messa in pressione del giunto (A). Saldatura: Tempo di
effettivo passaggio di corrente nel giunto, per ottenere la fusione (S). Mantenimento:Tempo
di raffreddamento del nocciolo sotto pressione per la compattazione della fusione (F).
L’elemento umano è una variabile consistente nell’ottenimento di
risultati probanti e ripetitivi, in quanto ogni modus operandi dell’addetto macchina, può intervenire a
variare il risultato finale. Sicuramente, le caratteristiche operative di un operatore che
possono essere: Attitudine Velocità Accuratezza Capacità tecnica Competenza Manualità ed altre non citate, possono arrivare a modificare, anche
sensibilmente, il risultato finale. La cura con cui l’operatore agisce nel preparare e presentare i
particolari sulla macchina, la manutenzione che verrà applicata agli utensili di centratura, la periodicità
nella ravvivatura degli elettrodi, possono, senza dubbio, essere delle variabili che giocano molto sulla riuscita
dell’operazione. Una macchina per la saldatura sarà quindi composta da: Una carpenteria che
permetta l'utilizzo di un sistema di PRESSIONE sugli elettrodi. Un trasformatore che possa
erogare la CORRENTE. Un circuito secondario che
trasporti ed applichi la corrente. Un sistema di
temporizzazione che mi misuri il TEMPO. Nella scelta della macchina occorre tenere presente : a) Il Fattore di Potenza b) L’Impedenza del circuito secondario c) La posizione del trasformatore d) Le sezioni e la forma del circuito del secondario e) Il tipo e la potenza del circuito di pressione f) Gli utensili da utilizzare g) La forma e le dimensioni degli elettrodi Stessa cura e calcolo devono essere usati per stabilire il circuito di
allacciamento della macchina.
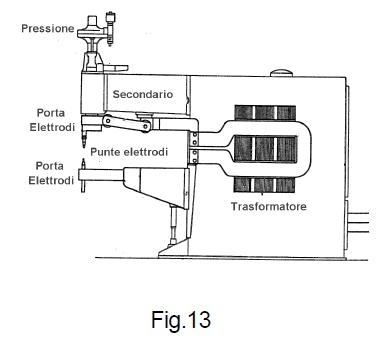
La macchina, in funzione dell'uso, potrà essere concepita come: Pensile Stazionaria (fig.13) Da banco Complessivo di saldatura
per macchine speciali monouso o da applicarsi su Robot Dopo aver scelto il tipo di macchina occorre configurarla
esaminando le caratteristiche di alcuni componenti in modo tale da renderla idonea allo specifico lavoro
cui si pensa di sottoporla.
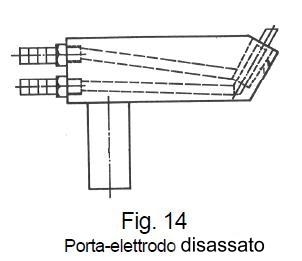
Gli elettrodi sono supportati da porta-elettrodi o candele. I porta elettrodi sono generalmente in rame elettrolitico per ottenere una buona conducibilità od, in alternativa in ottone o bronzo, ed in generale, devono essere conformati per semplificare, al massimo, il raggiungimento del punto di saldatura. Nella costruzione od acquisto degli elettrodi occorre esaminare
attentamente il problema, tenendo sempre presente le funzioni che gli elettrodi devono espletare,
funzioni che sovente sono in contrasto fra di loro. In effetti, gli elettrodi: a) Devono condurre la corrente sul punto di fusione. b) Devono trasmettere la giusta pressione al giunto al fine di
ottenere ottime saldature. c) Devono dissipare il calore che raggiunge la superficie del
giunto. a) La prima funzione è esclusivamente elettrica. Nel caso non si
prenda in considerazione l'applicazione della forza, la giusta scelta del materiale dell'elettrodo dovrebbe
essere fatta dal punto di vista della loro conducibilità di corrente, quindi si prenderebbe in
considerazione solamente la loro resistenza elettrica paragonandola alla resistenza del giunto. b) La seconda funzione è meccanica. Durante la saldatura, gli
elettrodi sono soggetti ad uno stress molto violento, causato dall'applicazione della forza di serraggio.
Devono sopportarlo anche ad alte temperature senza avere un’eccessiva deformazione perché non portano solo
corrente ma devono concentrarla nel punto di fusione, mantenendo il più a lungo possibile la sezione
ottimale data alla superficie di contatto. c) La terza funzione è termica. Devono quindi avere una proprietà di
dissipazione termica migliore di quella dei materiali da saldare. Hanno la funzione di sottrarre il calore
dal giunto e questa funzione diventa indispensabile quando si saldano materiali fra loro dissimili e,
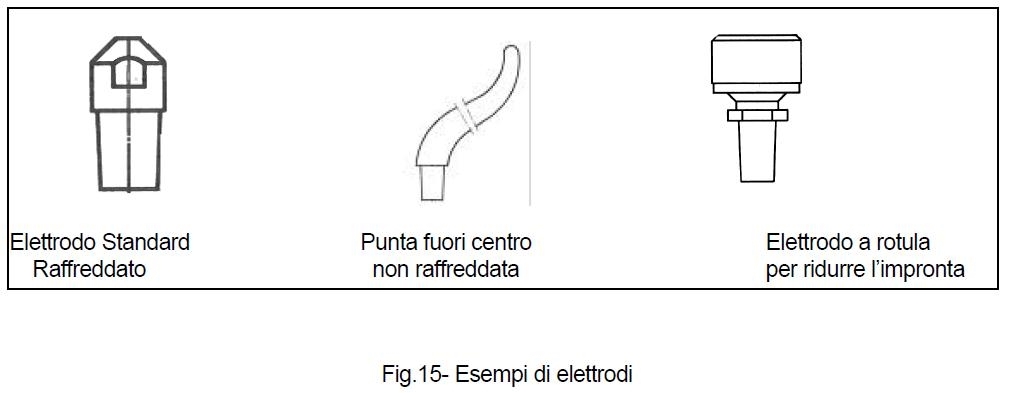
quindi, si deve ottenere un bilanciamento termico. Nella maggioranza dei casi sugli elettrodi, al fine di
facilitare questa funzione, è necessario predisporre un circuito di raffreddamento. Possiamo quindi affermare e tenere sempre presente che il
successo nelle facili o complicate, operazioni di saldatura, dipende molto dal funzionamento corretto degli elettrodi.
Gli ultimi
sviluppi tecnologici, applicati al processo di saldatura a resistenza, hanno
permesso la realizzazione e l’inserimento di controlli elettronici sempre più
sofisticati e precisi. Occorre quindi che la funzione degli elettrodi sia
veramente corretta se vogliamo che l’utilizzazione dei controlli sia valorizzata
al massimo.
E' ragionevole ritenere che il materiale che più si adatta alla
costruzione degli elettrodi, sia stato e sia, ancora, il Rame, anche se la relativa durezza di questo metallo
crea problemi nel mantenimento del giusto diametro della punta di contatto, quando la stessa è sottoposta
a forti pressioni. Lo sviluppo della tecnologia e della ricerca ha, tuttavia,
permesso la preparazione di leghe di rame che consentissero di ottenere quei risultati che abbiamo citato in
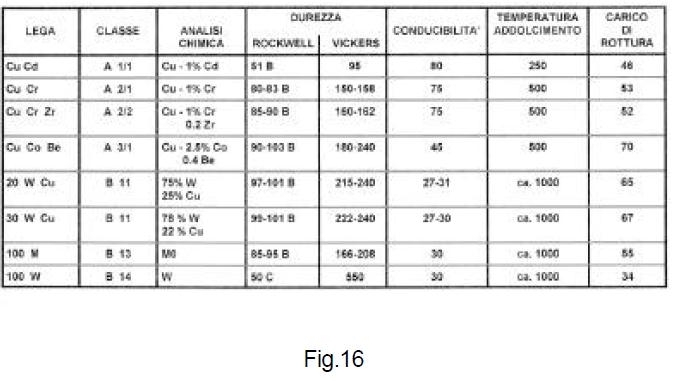
precedenza, e principalmente, una resistenza allo stress meccanico e termico. Si sono così ottenute particolari leghe di rame nelle quali si
sono introdotti elementi che ne aumentassero la resistenza meccanica anche un po' a scapito della
conducibilità. La tabella della fig. 16 è un semplice esempio di alcune
leghe oggi prodotte.
Per meglio comprendere l’utilizzazione delle differenti leghe attualmente in
commercio, è utile riferirci alla classificazione RWMA – RESISTANCE WELDER MANUFACTURERS’
ASSOCIATION, che suddivide le varie leghe in Classi e precisamente:
RWMA Classe 1 - Rame – Zirconio - Rame - Cadmio - Rame – Cromo Adatte per la saldatura di leghe di alluminio, magnesio,
materiali ricoperti, ottoni e bronzi. Possono essere usate sia per la saldatura a punti che a rulli. RWMA Classe 2 - Rame – Cromo - Zirconio - Rame - Cromo Adatte per la saldatura di acciaio laminato a caldo od a freddo,
acciaio inossidabile, ottone e bronzo a bassa conducibilità. Possono essere usate anche per la costruzione delle morse
utilizzate per la saldatura a scintillio. Hanno una durezza leggermente superiore alla Classe 1, ed una
conducibilità elettrica leggermente inferiore. RWMA Classe 3 - Rame – Cobalto - Berillio - Rame – Nickel - Berillio - Rame – Berillio puro La loro durezza le rende adatte per la saldatura di materiali ad
alta resistenza come gli acciai inossidabili, gli acciai al nichelcromo, agli acciai tipo Monel. Possono essere usate anche per costruzione dei contatti di
sfregamento per saldatrici a rulli e stampi ed utensili da montare sulle saldatrici a proiezione. RWMA Classe 4 - Rame – Berillio Leghe per applicazioni speciali quali piastre per saldatura a
proiezione. morse per saldatura a scintillio. Vengono utilizzate dove sia necessario l’impiego di alte
pressioni e intensi logorii meccanici, ma non ad alte temperature. Non sono vere leghe, ma sinterizzazioni di polveri metalliche.
Resistono ad alte temperature pur mantenendo una discreta conducibilità e un buon valore di
dissipazione termica. RWMA Classe 10 - Rame 45% - Tungsteno 55% Possono essere usate per elettrodi di saldatura a scintillio, ma
danno discreti risultati anche se applicati alla puntatura di acciai a bassa conducibilità come gli inossidabili.
RWMA Classe 11 - Rame 25% - Tungsteno 75% Come la Classe 10 è un materiale sinterizzato con le stesse
caratteristiche elettriche e termiche, ma di durezza superiore. Utilizzato come inserti nelle piastre per saldatura a
proiezione. E' leggermente fragile, da utilizzarsi quando sono in gioco basse pressioni o come inserto. RWMA Classe 12 - Rame 20% - Tungsteno 80% Come la Classe 10 e 11 è un materiale sinterizzato con le stesse
caratteristiche elettriche e termiche, ma di durezza ancora superiore. Utilizzato come superfici degli elettrodi per la saldatura di
dadi e viti, o per la saldatura di grigliati. RWMA Classe 13 - Tungsteno puro E un materiale estremamente duro con una bassissima duttilità.
Non può essere lavorato a macchina (solo con rettifica), non si lega a metalli non ferrosi. Utilizzato per la saldatura di fili di rame nudi o rivestiti con
vernici isolanti, e per saldobrasature. RWMA Classe 14 - Molibdeno Ha una durezza inferiore alla Classe 13, ma è un materiale che
può essere lavorato a macchina e di conseguenza viene usato per elettrodi di forma speciale. Stessa utilizzazione della Classe 13
RWMA Classe 20
- Rame con trattamento ad alta dispersione (DSC)
E’ una composizione metallurgica di rame ed ossido di alluminio con resistenza ad alte temperature e proprietà fisiche completamente differenti alle normali leghe di rame.
Particolarmente adatta per le saldature su lamiere zincate, aluzinc, e lamiere piombate o stagnate; ossia per tutti i materiali rivestiti.
La stessa cura utilizzata nella scelta degli elettrodi, deve essere utilizzata nella progettazione e costruzione dell’attrezzatura da applicarsi alla macchina per effettuare correttamente la saldatura.
Se si suddividono le attrezzature secondo la loro utilizzazione, si trova:
a) Attrezzature di Posizionamento e Bloccaggio pezzi –
Devono permettere il rispetto delle tolleranze meccaniche richieste sul particolare e, nel contempo devono contenere e contrastare le forze della pressione applicata sul pezzo e le eventuali deformazioni dovute al riscaldamento.
b) Attrezzature di Movimentazione pezzi –
Devono permettere un facile carico e scarico del particolare, nonché un’alta velocità di azionamento al fine di ridurre al massimo i tempi di produzione.
Ovviamente le attrezzature devono rispondere agli stessi tre requisiti richiesti agli elettrodi e precisamente:
-
Meccanici – Devono avere i requisiti di Precisione - Affidabilità – Durata e quindi costruiti con materiali resistenti all’usura.
-
Elettrici – Devono avere il requisito di Bassa resistenza elettrica e quindi di Alta conducibilità.
-
Termici – Devono permettere la dispersione del calore addotto dalla saldatura, aiutate, in molti casi da un buon circuito di raffreddamento.
Viste le brevi considerazioni di cui sopra, i materiali consigliati per le attrezzature sono i seguenti:
-
Parti che devono portare corrente: materiali buoni conduttori come: rame , ottone, bronzo.
-
Parti che rischiano di trovarsi nel campo magnetico della saldatrice e che, quindi, con la loro presenza ridurrebbero l'apporto della corrente: materiali dielettrici come: bronzo, ottone, alluminio e, qualora si voglia ritrovare anche la resistenza all'usura, l' acciaio inossidabile.
-
Parti che si prevedono completamente fuori dal campo magnetico: materiali ferrosi con un eventuale ed appropriato isolamento per non rischiare di avere delle dispersioni di corrente.
-
Parti soggette a forti abrasioni ed usura: materiali sintetici quali
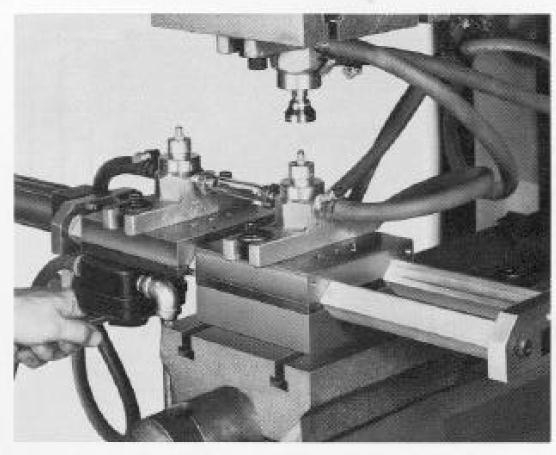
Fig.17 Esempio di attrezzatura costruita dalla ditta Tuffaloy
Sovente, a questa variabile non viene data l’importanza che la
stessa si merita. Le superfici dei materiali da congiungere accumulano, spesso:
ossidi, ruggine, scorie, sbavature ecc. che quasi mai vengono rimosse prima della saldatura. Trattando, in particolare modo, materiali ricoperti come acciai
zincati, piombati e simili, non si tiene conto, nelle impostazioni della macchina, della loro caratteristica, e
per questo si otterranno saldature bruciate, elettrodi precocemente rovinati od elettrodi incollati al
particolare che presentano depositi di rame sul punto effettuato. Nella maggior parte di questi casi l’errore
sta nella scelta della lega utilizzata per la costruzione delle punte.
E’ possibile, saldando acciai speciali, di alta durezza, o saldando materiali
dissimili, che si utilizzi una macchina con le caratteristiche non idonee al lavoro che ci si
prefigge che, quindi, il risultato ottenuto sia deludente. Gli ottimi risultati, che ci si prefigge adottando la saldatura
per resistenza, possono ottenersi solo vagliando attentamente le condizioni del materiale da saldare unitamente
alle caratteristiche della macchina e del controllo che si ha a disposizione.
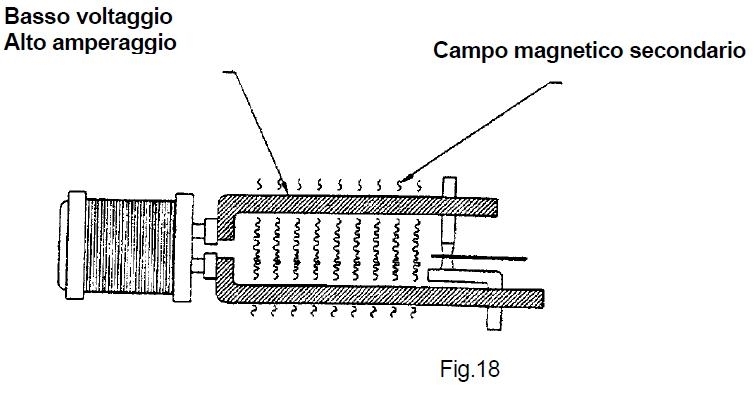
La conformazione del circuito secondario è una variabile definibile e correggibile. Occorre solo tenere presente che, più ampia è l’area considerata, maggiore sarà l'energia richiesta per compensare le perdite magnetiche che si riscontreranno nel circuito( fig.18).
In effetti, a mano a mano che il materiale ferroso s’inserisce nel circuito secondario, sarà necessario aumentare la corrente di saldatura (ed in certi casi il voltaggio) per compensare le perdite dovute al campo magnetico; l’aumento di corrente deve prevedere anche un aumento di pressione.
Compatibilmente al lavoro da eseguire, si consiglia di mantenere la dimensione
dello sgolo della macchina al minimo indispensabile.
Dal capitolo precedente, riprendiamo che il circuito secondario
di una saldatrice, che lavora in C. A. è, in concreto un Campo
Magnetico. La corrente che passa in questo circuito, ricordiamo, è una
corrente ad alto amperaggio e basso
voltaggio, per cui, se questo circuito è molto esteso, il campo
magnetico si sviluppa in una ampia area, riducendo enormemente il
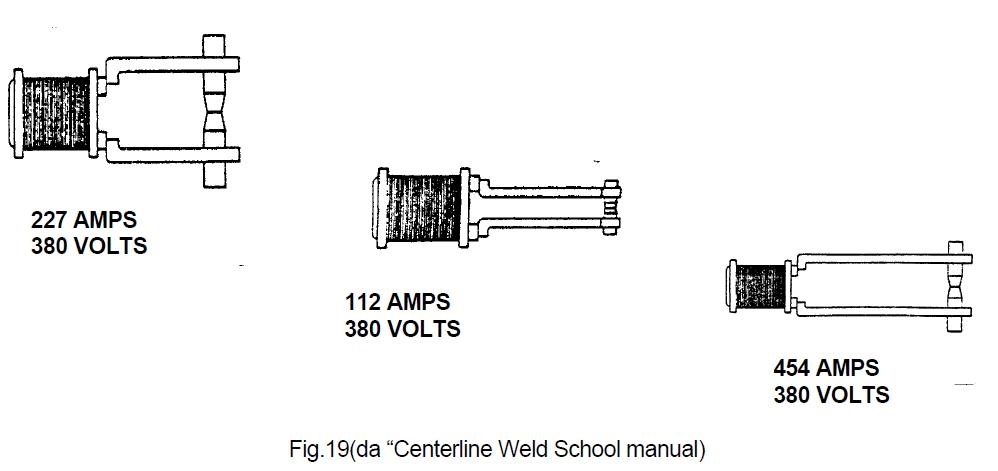
fattore di potenza, il che sta a significare che occorrerà compensare questa riduzione con un aumento di corrente. Nella fig.19 si è cercato di fornire alcuni esempi indicativi
delle variazioni da apportare sul circuito della saldatrice, al variare delle dimensioni dell’ampiezza del circuito
secondario.
Chiaramente i dati si riferiscono a potenze elettriche lette sul primario del
trasformatore.
I valori più significativi, sulla perdita di potenza di una saldatrice al
variare dell’ampiezza del circuito secondario, si possono meglio osservare esaminando una curva rilevata sul
secondario della macchina.
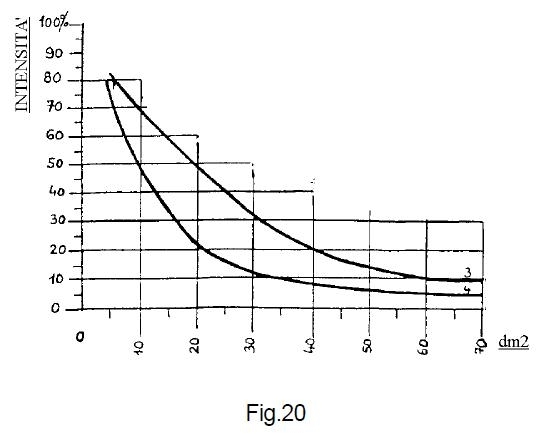
Nella fig. 20 le curve sono state rilevate su due macchine aventi un rendimento
diverso e quindi non sono fra loro paragonabili Esse stanno soltanto evidenziando la forte
caduta di corrente che si verifica quando l’area del circuito secondario viene ingrandita. Sul grafico, l’area viene espressa in dm2 e, ovviamente, si ottiene moltiplicando la
lunghezza utile delle braccia per lo scartamento medio degli stessi.
Portale "Ingegneria e
Campanologia" -
Autore -
Sommario
- Mappa del Sito -
Home
Bib-TS-438 -
AA.VV. - Dispense di Saldatura
- Carpaneto & C. S.p.A - Divisione saldatura, 2002
Bib-TS-439 -
AA.VV. - Manuale
"Centerline Weld School" - 2000