Portale "Ingegneria e Campanologia" - Autore - Sommario - Mappa del Sito - Home
![]() Le fonderie
Le fonderie
AREA I - ARTE TECNICO-SCIENTIFICA (ATS)
Cap. ATS-I02 - Fonderia - Pag. ATS-I02.02
Gli argomenti trattati sono stati inseriti da Ing. Arch. Michele Cuzzoni nel 2009 - © Copyright 2007- 2025- e sono desunti dalla documentazione indicata in Bibliografia a fondo pagina
La fonderia è probabilmente la tecnica più antica di formatura dei metalli e
consiste nell'immettere un metallo fuso in una cavità; dopo il raffreddamento
del metallo si ottiene un pezzo che ricopia al positivo la forma della cavità.
La fonderia è una tecnica molto versatile; con essa è possibile costruire
pezzi con peso da pochi grammi a molte tonnellate. La fonderia è molto
interessante poiché può diminuire il costo dl alcune strutture ed aumentare
la loro efficienza, diminuendone il peso; inoltre essa offre una maggiore
integrazione strutturale, consentendo l'eliminazione di molti sottocomponenti;
infine la fonderia offre al progettista una grande libertà nel disegno delle
strutture, potendo aggiungere del materiale dove questo è necessario.
Un'affermazione di carattere generale è: una struttura deve essere
disegnata in funzione della tecnologia con la quale la si vuole realizzare.
Questo aspetto è particolarmente stringente nel caso della fonderia, per cui è
necessario uno stretto contatto fra progettista e reparto di fonderia fin
dalle prime fasi del progetto.
I principali metalli utilizzati in fonderia sono acciaio, ghisa, ottone, bronzo, leghe di alluminio, leghe di magnesio e leghe di titanio.
Un metallo da fonderia deve avere una temperatura di fusione relativamente bassa, non superiore a 1500-1600°C, deve possedere una buona fluidità allo stato fuso in modo da riempire correttamente la forma e non deve presentare durante il raffreddamento fenomeni che ne diminuiscono la resistenza meccanica.
In generale, nei confronti della fonderia, si può affermare che le leghe sono
più adatte dei me talli puri.
Un primo problema nella fonderia riguarda le deformazioni di origine termica.
Praticamente tutti i metalli subiscono una brusca variazione di volume durante
la transizione liquido/solido e questa può essere causa di difetti nei getti
(getto è un pezzo grezzo ottenuto per fonderia).
Raggiunto lo stato solido, il volume del getto continua a diminuire durante il
raffreddamento fino alla temperatura ambiente, e questo può essere causa di
ulteriori difetti.
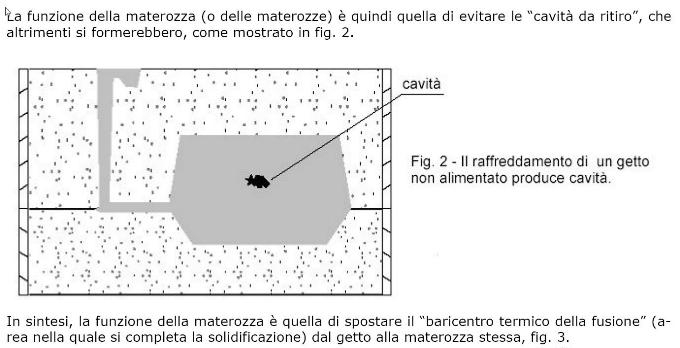
La variazione di volume che avviene durante la solidificazione può essere
compensata alimentando il getto con metallo fuso. Ciò viene realizzato
predisponendo un opportuno volume di materiale, detto "materozza",
dimensionato in modo da raffreddare per ultimo e quindi poter alimentare il
getto con metallo fuso, fig. 1 (molte figure sono solo esplicative e quindi
non necessariamente rispettano proporzioni o dettagli importanti nella
fonderia, come i raggi di raccordo).
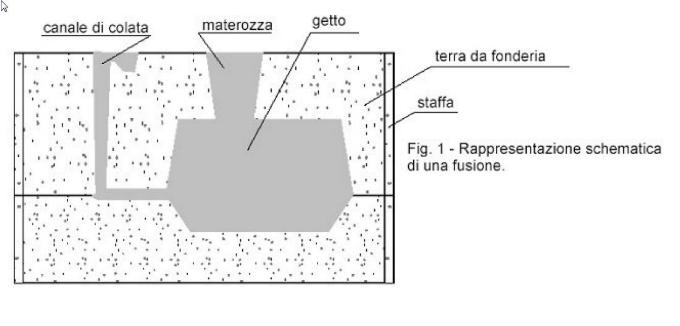
La materozza viene eliminata dopo la fusione, unitamente ai canale di colata.
Il raffreddamento dei getto non potrà mai avvenire in modo uniforme e i
gradienti di temperatura che si formano durante il raffreddamento sono la causa
di tensioni residue nei getti la cui entità può anche essere tale da produrre
rotture nel getto (criccature).
Vediamo ora come si crea la forma nella quale immettere il metallo fuso.
Storicamente il primo modo è stato quello di creare detta forma nella terra;
tale tecnica, fusione in terra, è tuttora
utilizzata. Per poter realizzare la forma nella terra bisogna disporre di un
"modello", cioè un pezzo uguale al pezzo che si vuole costruire ; si vedrà che
in realtà il modello è solo simile al pezzo che si vuole costruire.
In passato i modelli venivano costruiti in legno e
verniciati per limitare l'assorbimento di umidità. Oggi si preferiscono materie
plastiche, legno artificiale e
metalli.
Per quanto concerne le dimensioni dei modello, si è parlato del ritiro che il
metallo subisce durante il raffreddamento. Di tale ritiro, che per ì diversi
metalli è dell'ordine del 0.5-2%, si può tenere conto nel disegno del modello.
Il modello è quindi leggermente più grande del pezzo finito per compensare il
ritiro.
Difficilmente un pezzo fuso è anche un pezzo
finito; quasi sempre sono necessarie delle lavorazioni meccaniche per ottenere
precise quote e tolleranze. Sul modello dovrà quindi essere previsto un
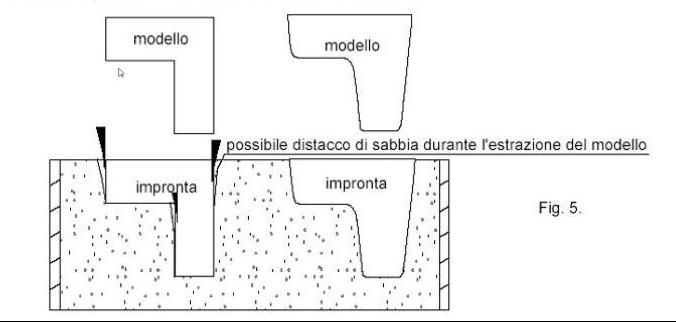
sovrametallo per consentire le successive lavorazioni. Inoltre nel disegno del
modello si deve tenere conto della necessità di estrarre il modello dalla terra
senza danneggiare la cavità formata.
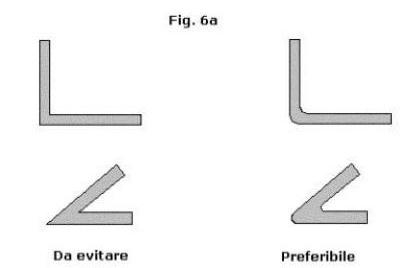
Ciò può essere ottenuto dotando ii modello di "angoli di
spoglia", variabili da 0.5 a 5° in funzione della profondità
dell'impronta, fig. 5. L'estrazione del modello è Inoltre facilitata se Il
modello è costruito con ampi raggi di raccordo, come mostrato in figura.
Ampi raggi di raccordo migliorano inoltre il modo
di raffreddamento del getto, diminuendo quindi le tensioni residue, ed evitando
criccature.
Anche aree di transizione fra zone del getto a diverso spessore e uniformità
degli spessori evitano la formazione di criccature e vuoti da ritiro.
L'estrazione del modello è possibile solo in
assenza di sottosquadri; in questo modo vengono
denominate quelle zone del modello che risultano essere in ombra rispetto alla
direzione di estrazione del modello stesso, fig. 8a.
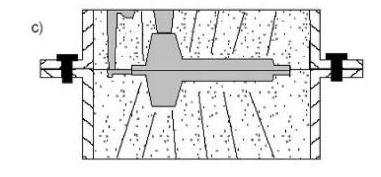
I sottosquadri in alcuni casi possono essere eliminati cambiando il piano di separazione del modello (questo non è il caso di fig. 8a), oppure modificando il disegno del getto, fig. 8b, o ancora ricorrendo a modelli smontabili e ricomponibili tramite spine o piccole slitte, fig. 8c. In alcuni casi è anche possibile eliminare un problema di sottosquadro inserendo un secondo elemento, detto anima, fig. 8d.
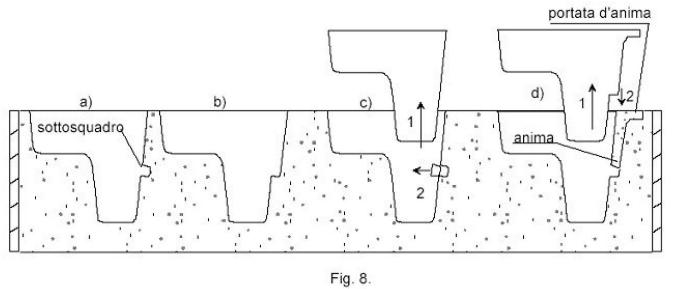
Un'anima è un blocchetto di sabbia da fonderia sagomato con una apposita forma, detta “cassa d'anima"; per poter correttamente appoggiare e riferire un'anima nella forma è necessario creare una "portata d'anima", flg. 8d. A questo punto Il modello differisce dal pezzo finito anche per la presenza delle portate d'anima.
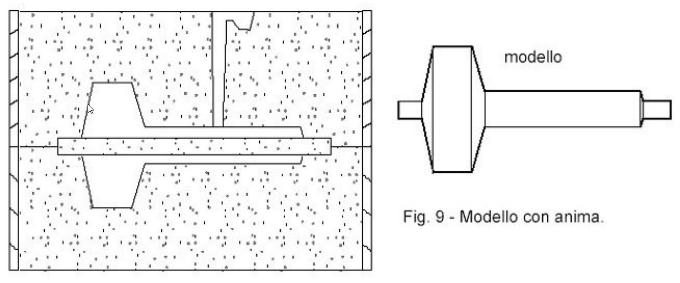
Questa descritta è una applicazione particolare di un'anima. L'uso più comune
delle anime è quello di creare delle cavità, ad esempio grossi fori, come
illustrato in fig. 9. L'anima è più leggera del metallo fuso, per cui è soggetta
ad una spinta idrostatica non trascurabile. Al fine di evitare la flessione, o
peggio la rottura dell'anima, questa può essere armata internamente con tondino
metallico.
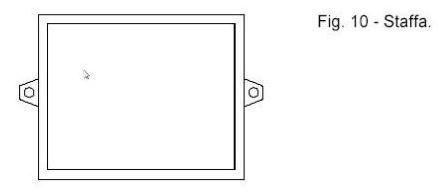
Staffe. Il primo elemento per l'allestimento
di una forma sono le staffe. La staffa è un contenitore senza fondo, in genere
costruito in ferro, dotato di due fori con i quali è possibile riferire
correttamente due staffe, fig. 10. Le staffe sono disponibili in diverse
dimensioni, in funzione delle dimensioni dei getto che deve essere realizzato (a
richiesta possiamo fornirvi le dimensioni delle staffe solitamente usate nella
nostra azienda).
Canale di colata. Per poter riempire correttamente la forma, questa deve essere dotata di un canale, che inizia con un piccolo bacino, la cui funzione è quella dl rallentare la caduta del metallo fuso che altrimenti potrebbe danneggiare la forma, asportando sabbia, che successivamente rimarrebbe intrappolata nel getto. Dal bacino parte il canale verticale, di sezione decrescente in modo da evitare la formazione di moti turbolenti, che favorirebbero il trasporto di aria verso la forma, con possibile formazione di soffiature nel getto. Dal piede del canale parte un tratto orizzontale che si attacca al getto, fig. 11.
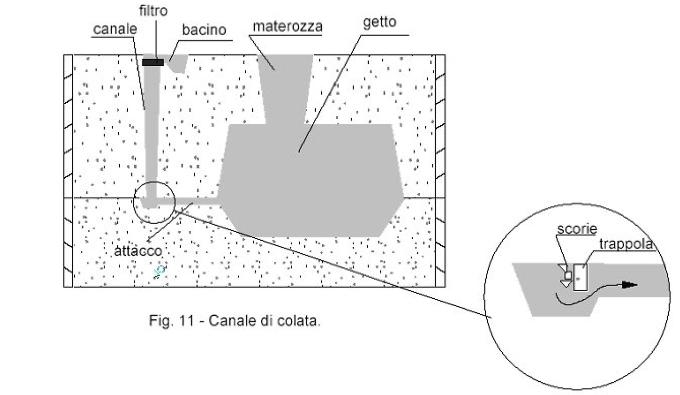
Il canale di colata e l'attacco orizzontale fanno parte degli accessori della fonderia; vengono montati separatamente e presentano i giusti angoli dl sformo In modo la poterli togliere senza danneggiare la forma. Per fusioni complesse o molto grandi dal canale dl colata parte una canalizzazione di distribuzione che alimenta il getto in diversi punti. In alcuni casi si possono avere anche più canali di colata, che vengono riempiti da più addetti. Il canale di colata viene completato con un filtro in materiale ceramico, la cui funzione è quella dl trattenere la scoria ed evitare quindi la sua inclusione nel getto. Poiché la scoria ha peso specifico inferiore rispetto al metallo, questa può essere trattenuta anche con opportune "trappole" , come mostrato in fig. 11.
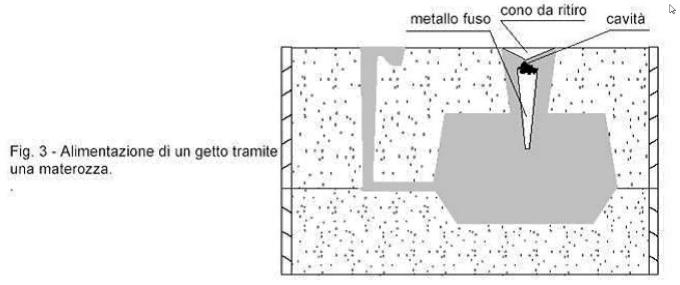
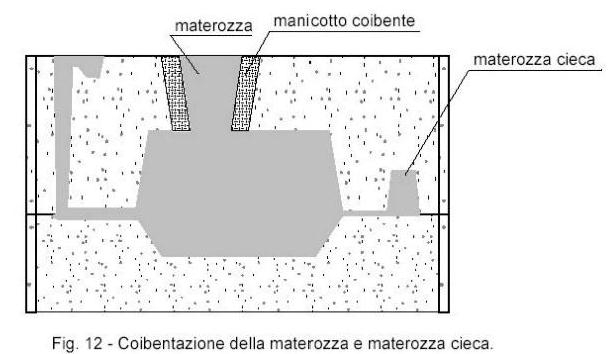
Materozza. Si è detto che la funzione della
materozza è quella di spostare il baricentro termico dal getto alla materozza
stessa, in modo da inglobare I difetti nella
materozza, che successivamente sarà eliminata. Questo può essere ottenuto con
una materozza di dimensioni adeguate, ma anche diminuendo la dispersione termica
della materozza tramite una coibentazione, oppure adottando una materozza cieca,
che non comunicando con I'esterno presenta una minore dispersione termica, flg.
12
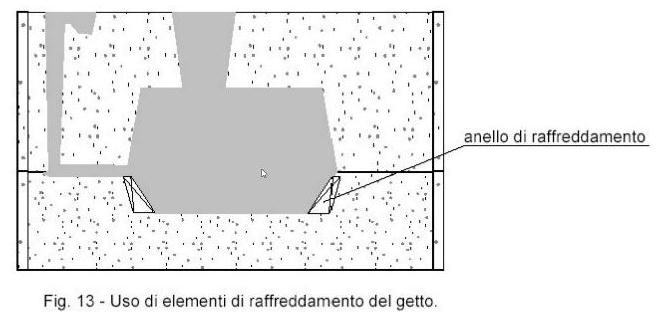
Il baricentro termico può anche essere spostato
utilizzando elementi metallici dl raffreddamento del getto, in modo da favorire
il raffreddamento verso la materozza, fig. 13.
Materiale per l'allestimento della forma. La terra da fonderia è costituita da sabbia di quarzo impastata con argilla e alcuni additivi; il rapporto sabbia/argilla è circa 10/1. I granelli di sabbia possono essere di diverse forme e dimensioni; ciascuna granulometrìa è adatta per certe applicazioni.
L'argilla è tipicamente bentonite e la sua funzione
è quella di conferire plasticità e coesione alla sabbia. All'impasto si
aggiungono anche additivi per migliorarne le proprietà e una piccola quantità di
acqua per aumentare la coesione e la plasticità. Forme di grandi dimensioni
vengono successivamente essiccate in forno (formatura a secco) e questo ne
aumenta notevolmente la consistenza, mentre forme di piccole dimensioni possono
essere usate direttamente (formatura a verde).
Vediamo ora le diverse fasi per la
rappresentazione manuale della forma in terra necessaria per la costruzione del
tubo flangiato rappresentato in fig. 9. Si costruisce un modello diviso in due
metà. Il corretto accoppiamento delle due parti del modello è garantito da
alcune spine coniche. Si posiziona un semi-modello su un piano, unicamente
all'attacco di colata, fig. 15a.
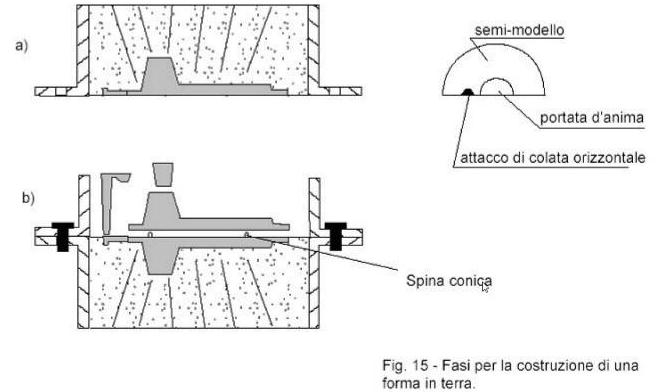
In questo caso è necessario spostare lateralmente l'attacco di colata per non interferire con la portata d'anima. Si circonda il semi-modello con una staffa, si riempie la staffa di terra da fonderia È si compatta. Anche se la terra da fonderia presenta una certa porosità, per cui i gas possono essere espulsi, si creano nella terra dei fori con un lungo spillo per facilitare la fuoriuscita dei gas.
Si capovolge la staffa, fig. 15b; si monta la seconda metà del modello insieme
alla materozza e al canale di colata. Sul piano di separazione fra la due staffe
si sparge una sostanza in polvere (anche sabbia non impastata) per facilitare la
successiva apertura delle staffe. Si riempie anche la seconda staffa con terra,
si pressa e si praticano I fori dl sfiato, fig. 15c.
Si apre la forma e si tolgono le due metà del
modello, l'attacco laterale, il canale di colata e la materozza. Separatamente
in una cassa d'anima si è preparata l'anima che viene appoggiata all'interno
nella forma. Si richiudono le staffe; in questa fase è fondamentale il
riferimento delle staffe che viene garantito dalle due spine esterne, fig. 15e. A
questo punto si può versare il metallo fuso.
Portale "Ingegneria e
Campanologia" -
Autore -
Sommario
- Mappa del Sito -
Home
Bib-TS-010 - M. Cavallini, F. Iacoviello - Materiali Metallici - Francesco Ciolfi Editore, via E. De Nicola, Cassino
Bib-TS-011 - W. Nicodemi - Metallurgia - Masson, Milano
Bib-TS-012 - A. Cigada - Struttura e proprietà dei materiali metallici - Città Studi, Milano
Bib-TS-013 - Lucidi del corso di "Metallurgia" sono disponibili in formato pdf all’indirizzo: http://www.metallurgia.unicas.it
Bib-TS-092 - L. Mugnani - Manuale pratico di fonderia - Milano, 1928
Bib-TS-157 - Storia della tecnologia, a cura di Ch. Singer ed altri, vol. II, Torino 1962, pp. 482-487.