Portale "Ingegneria e Campanologia" - Autore - Sommario - Mappa del Sito - Home
![]() Suoni delle Campane
Suoni delle Campane
AREA I - ARTE TECNICO-SCIENTIFICA (ATS)
Cap. ATS-J04 - Suono della Campana - Pag. ATS-J04.04
Gli argomenti trattati sono stati inseriti da Ing. Arch. Michele Cuzzoni nel 2012 - © Copyright 2007- 2024 - e sono desunti dalla documentazione indicata in Bibliografia a fondo pagina
I dati e le formule seguenti si applicano al procedimento di fresatura che può essere utilizzato (in opportuni contesti) per agire sulla superficie interna delle campane in caso di accordatura.
Si rammenta che la fresatura interna di campane con scopo accordatura, nel caso di campane storiche (> 50 anni) deve sempre essere autorizzata preventivamente dalla Soprintendenza ai Beni Artistico-Architettonici di competenza!
D = diametro fresa in mm
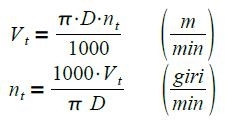
V
t =velocità di tagliont= numero di giri del mandrino
az= avanzamento per dente in (mm / (dente * giro))
z= numero di denti fresa
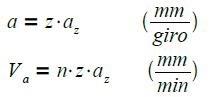
a = avanzamento per giro
Va= velocità di avanzamento
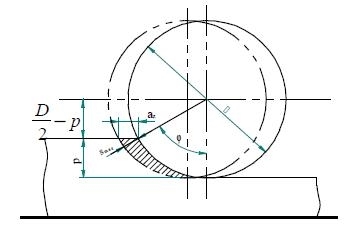
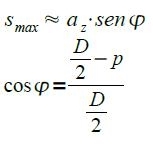
Spessore massimo del truciolo:
 |
 |
Ft= Forza massima di taglio :
![]()
dove:
q = smax x b
K1 = è un carico di strappamento unitario (forza necessaria a tagliare un truciolo da 1 mm2)
r = è un coefficiente dipendente dal materiale
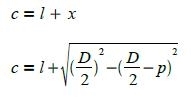
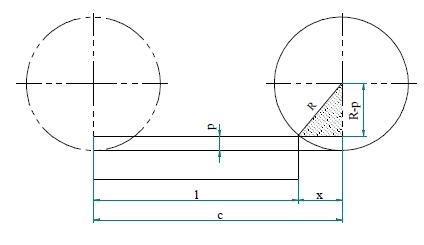
p = è la profondità di passata
q = è la sezione massima del truciolo
b = è la larghezza del truciolo
| Valori del coefficiente r | ||||
|
Acciaio |
Ghisa |
Ottone |
Bronzo |
Alluminio |
|
0,8 |
0,87 |
0,84 |
0,76 |
0,76 |
Potenza della fresatura se c'è un singolo dente in presa:
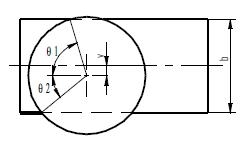
angolo tra due denti:
![]()
La forza totale è la somma delle forze dei singoli denti in presa, se ci sono due denti in azione si ha: Ft=F1+F2
La potenza di avanzamento: Ptot=1,15 x Pt
La potenza del motore sarà:

dove h = è il rendimento e vale 0,75 – 0,85
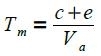
Tempi di lavorazione:
 |
 |
Tm = è il tempo macchina
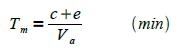
e = è l'extracorsa di sicurezza
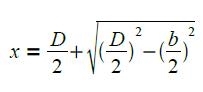
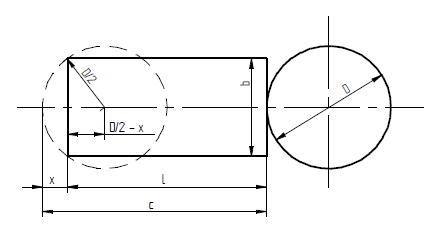
Parametri geometrici :
 |
 |
 |
 |
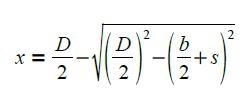 |
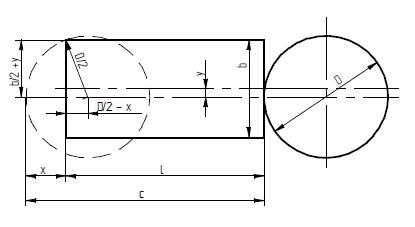 |
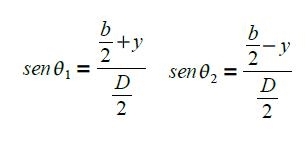
Numero di denti in presa:

Tempo di lavorazione:
Formula semplificata per calcolo potenza:
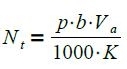
dove:
p = profondità di passata
b = larghezza passata
Va = velocità avanzamento
K = parametro capacità asportazione truciolo unità di tempo
| Velocità di taglio Vt e di avanzamento az per frese in acciaio rapido | ||||||||||||
| Materiali da lavorare |
frese cilindriche e cilindriche frontali |
frese a codoli frontali |
frese di forma a profilo invariabile |
frese a disco (a tre tagli) |
||||||||
|
Vt m/min |
az mm/(dente giro) |
Vt m/min |
az mm/(dente giro) |
Vt m/min |
az mm/(dente giro) |
Vt m/min |
az mm/(dente giro) |
|||||
|
Acciai non legati
R m≤ 600 N/mm2 |
16 - 25 |
0,08–0,2 |
18 - 25 |
0,04-0,08 |
14 - 25 |
0,02-0,08 |
18 - 25 |
0,03-0,07 |
||||
|
Acciai legati
R m≤ 1100 N/mm2 |
10 - 16 |
0,05–0,15 |
12 - 16 |
0,02-0,06 |
10 - 14 |
0,01-0,06 |
12 - 16 |
0,02-0,06 |
||||
|
Acciai legati
R m1100 ¸ 1300 N/mm2 |
8 - 10 |
0,04–0,1 |
9 - 12 |
0,02-0,06 |
6 - 10 |
0,01-0,06 |
8 - 12 |
0,02-0,06 |
||||
| Ghisa malleabile |
12 - 16 |
14 - 18 |
10 - 14 |
12 - 18 |
||||||||
| Ghisa grigia ≤ 180 HBW |
13 - 20 |
0,08–0,2 |
14 - 20 |
0,03-0,06 |
13 – 18 |
0,01-0,04 |
16 - 22 |
0,03-0,08 |
||||
| Ghisa grigia > 180 HBW |
6 - 13 |
0,04-0,11 |
8 - 14 |
0,03-0,05 |
6 - 13 |
0,01-0,04 |
8 - 14 |
0,03-0,08 |
||||
|
Ottone duro –
Bronzo fragile |
35 - 45 |
0,08-0,15 |
28 - 56 |
0,06-0,1 |
25 - 40 |
0,02-0,06 |
32 - 50 |
0,03-0,06 |
||||
|
Ottone speciale,
Bronzo tenace |
14 - 20 |
16 - 22 |
12 - 16 |
14 - 25 |
||||||||
| leghe di alluminio normali |
200 - 320 |
0,1-0,25 |
100 - 250 |
0,08-0,15 |
80 - 200 |
0,08-0,1 |
200 - 320 |
0,06-0,12 |
||||
| Leghe di zinco |
62 - 120 |
50 - 100 |
40 - 80 |
63 - 120 |
||||||||
| Valori da adottare | sgrossatura: minimi valori di Vtmassimi valori do az | |||||||||||
| finitura: massimi valori d Vtminimi valori di az | ||||||||||||
| Per utensili di acciaio super rapido la Vtdeve essere moltiplicata per 1,3 e azmoltiplicata per 1,2 | ||||||||||||
| Valori del carico di strappamento K1 (N/mm2) | |||||||||
|
Angolo di spoglia
superiore g |
Acciaio Carico Rottura R m (N/mm2) |
||||||||
|
400 |
450 |
500 |
600 |
700 |
800 |
900 |
1000 |
1100 |
|
|
0° |
2400 |
2500 |
2650 |
2850 |
3100 |
3250 |
3450 |
3650 |
3800 |
|
+ 5° |
2280 |
2400 |
2520 |
2750 |
2950 |
3150 |
3300 |
3460 |
3630 |
|
+ 10° |
2180 |
2280 |
2420 |
2615 |
2820 |
3000 |
3160 |
3320 |
3500 |
|
+ 15° |
2080 |
2200 |
2300 |
2500 |
2690 |
2850 |
3000 |
3180 |
2240 |
|
+ 20° |
1980 |
2080 |
2200 |
2380 |
2550 |
2730 |
2870 |
3050 |
3200 |
| Valore coefficiente K per fresatura | ||
|
Materiale |
Rm (N/mm2) |
K |
| Acciaio |
360 - 500 |
24 - 20 |
| Acciaio |
500 - 650 |
20 - 18 |
| Acciaio |
65 - 900 |
18 - 14 |
| Ghisa HB £ 200 |
40 |
|
| Ottone |
180 - 200 |
60 |
| Alluminio |
65 - 55 |
|
Portale "Ingegneria e
Campanologia" -
Autore -
Sommario
- Mappa del Sito -
Home
Bib-TS-000 - Testo di Ing. Arch. Michele Cuzzoni
Bib-TS-246 - André Lehr - Een klankanalyse van de 16de-eeuwse Van Wou-klokken in de Domtoren te Utrecht (Asten, 1980)
Bib-TS-247 - André Lehr - Partial Groups in the Bell Sound. In: The Journal of the Acoustical Society of America , vol.79, 1986, blz.2000-2011
Bib-TS-248 - André Lehr - The designing of swinging bells and carillon bells in the past and present (Asten, 1987)
Bib-TS-249 - André Lehr - The tuning of the Bells of Marquis Yi. In: Acustica , vol.67, 1988, blz.144-148
Bib-TS-250 - André Lehr - A statistical investigation of historical swinging bells in West Europe. In: Acustica , vol.74, 1991, blz.97-108
Bib-TS-251 - André Lehr - Profielconstructies van luid- en beiaardklokken in het verleden (Asten, 1991)
Bib-TS-252 - André Lehr - Acoustic research. In: 45 Years of Dutch Carillons 1945-1990 , L.Boogert, A.Lehr, J.Maassen (ed.), 1992, blz.132-145
Bib-TS-253 - André Lehr - Vormoptimalisatie van luid- en beiaardklokken. In: Symposium Structural Optimization in the Netherlands , F. van Keulen en A.J.G. Schoofs (ed.), November 9, 1995, Technische Universiteit Delft
Bib-TS-254 - André Lehr - Berekening van het klokprofiel. De eindige-elementen-methode in combinatie met optimalisatie-techniek helpt een oud ambacht. In: Principieel, werktuigbouwkundig magazine, Universiteit Twente , jg.1, Lente 1997, blz.23-28
Bib-TS-255 - André Lehr - Designing Chimes and Carillons in History. In: Acustica, 1997, vol.83, blz.320-336
Bib-TS-256 - André Lehr - Metaalkunde en Torenklokken. In: Metalen in Monumenten en Vernieuwbouw , Syllabus van de Studiedag van WTA, Nederland-Vlaanderen, Wetenschappelijk-Technische Groep voor Aanbevelingen inzake Bouwrenovatie en Monumentenzorg, op 21 november 1997 in het Provinciehuis te Antwerpen, blz.60-73
Bib-TS-257 - André Lehr - Campanologie. Een leerboek over klank en toon van klokken en beiaarden (Mechelen, 1997, 2de druk 1998)
Bib-TS-258 - André Lehr - The Geometrical Limits of the Carillon Bell. In: Acustica, vol.86, 2000, blz.543-549
Bib-TS-259 - André Lehr - The Removal of Warbles or Beats in the Sound of a Bell. In: Acustica , vol.86, 2000, blz.550-556
Bib-TS-260 - André Lehr - Geschiedenis van de campanologie (Asten, 2001)
Bib-TS-261 - André Lehr - Leerboek der Campanologie, 2007